手機站
手機站 微信號
微信號友情鏈接:
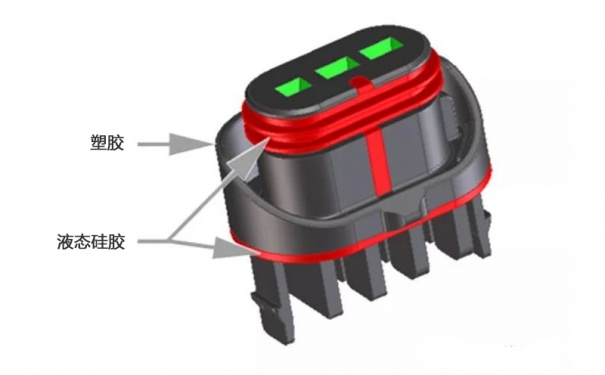
盈泰液態硅膠制品廠簡單介紹一下液態硅膠LSR模具的排氣解決方案。盈泰自建有模具加工中心,可以提供高精密無飛邊液體硅膠模具設計加工服務。
液態硅膠注射模具廠家了解到,現如今,隨著lsr的注入,滯留在模腔內的空氣在模具閉合時被壓縮,然后隨著充模過程而通過通氣槽溝被排出。空氣如果不能完全排出,就會滯留在膠料內(這樣往往會造成制品部分露出白邊)。通氣槽溝一般寬度為1mm-3mm,深度為0.004mm-0.005mm。
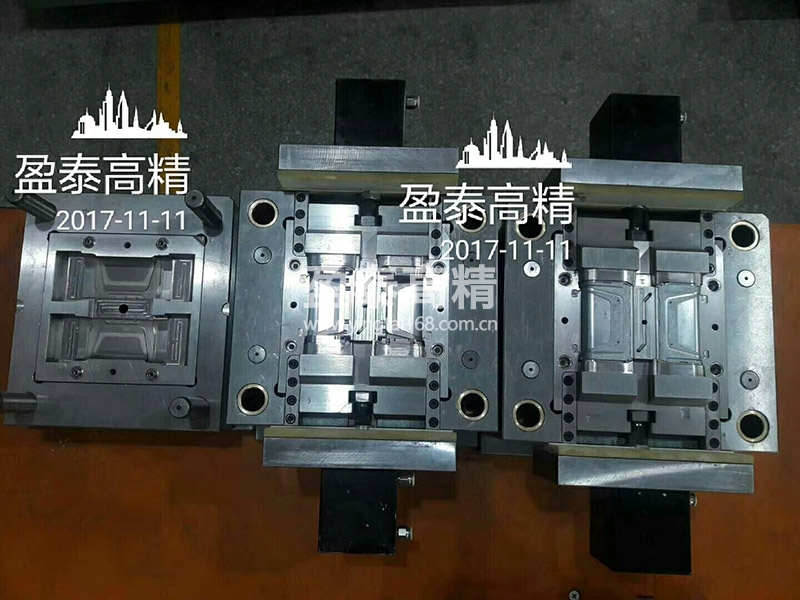

注:盈泰液態硅膠模房。

注:盈泰液態硅膠模房。
在模具內抽真空可創造最佳的排氣效果。這是通過在分型線上設計一個墊圈,并用真空泵迅速將所有的模腔抽成真空來實現的。一旦真空達到額定的程度,模具即完全閉合,開始注壓。
有些液態硅膠LSR注射模壓設備容許在可變化的閉合力下操作,這使加工者可以在低壓下閉合模具,直到模腔的90%-95%被LSR充滿(使空氣更容易排出),然后切換成較高的閉合力,以免硅橡膠膨脹而發生溢膠。
以上就是深圳液體硅膠注射加工廠為我們大家所講述的有關于液態硅膠LSR成型模具排氣的相關的知識介紹,相信大家現在也都明白了吧。希望對大家有所幫助。大家如果還有什么不明白不了解的地方,歡迎大家隨時聯系我們公司。聯系人:張小姐,手機:17722437688。

而液態硅膠和固態加工工藝又有著各自的優缺點,需要根據自己的需求做選擇。
查看詳情>>
盈泰液態硅膠注塑廠小編為您介紹液體硅膠產品注塑生產中的常見缺陷:毛邊產品的原因及解決方案。
查看詳情>>