友情鏈接:
咨詢電話:17722437688


液態(tài)硅膠制品生產(chǎn)過(guò)程中的產(chǎn)品出現(xiàn)氣泡的原因。
最近在生產(chǎn)一批液態(tài)硅膠包膠產(chǎn)品時(shí),硅膠包膠件表面批量出現(xiàn)氣泡,這在之前是沒有的品質(zhì)問題,我們盈泰高精的工程師和品質(zhì)連續(xù)2天的測(cè)試分析,找到了液態(tài)硅膠產(chǎn)品表面出現(xiàn)氣泡的原因,下面是我們的分析:
1.排氣不足,包膠物料放置于成型模具后,在合模后模腔內(nèi)會(huì)殘存許多空氣,而空氣是不可能與硅膠原料融為一體的,如果沒有將這些空氣排放出來(lái),就會(huì)造成液態(tài)硅膠成型后表面產(chǎn)生氣泡。
2.硫化溫度過(guò)低,硫化溫度是硅橡膠成型時(shí)的一項(xiàng)重要參數(shù),通常的硅膠制品都設(shè)定在160~200攝氏度,但有時(shí)候由于模外操作時(shí)間太長(zhǎng)或其他原因使模具溫度加熱不夠,導(dǎo)致硅膠成型模具的溫度偏低,此時(shí)就會(huì)造成成型后產(chǎn)品氣泡。對(duì)此我們只需加高成型溫度,或者將空模在機(jī)臺(tái)上加溫一段時(shí)間在生產(chǎn)即可解決問題了。
3.硫化溫度過(guò)高,剛剛說(shuō)了硫化溫度過(guò)低會(huì)造成硅膠成型氣泡,其實(shí),很多時(shí)候成型溫度過(guò)高同樣會(huì)造成硅膠成型氣泡。為什么呢?個(gè)人是這么理解的,成型溫度過(guò)高時(shí),在合模加壓的過(guò)程中表面的硅膠原料已經(jīng)開始成型,此時(shí)的空氣已經(jīng)被困在里面很難排出,所以會(huì)造成成型氣泡。針對(duì)此原因,只需將成型溫度適當(dāng)降低即可。
4.硫化時(shí)間過(guò)短,跟硫化溫度一樣,硫化時(shí)間也是硅膠成型的重要參數(shù)之一,硫化時(shí)間的長(zhǎng)短決定了硅膠是否能被完全硫化。
5.模具的結(jié)構(gòu)不合理導(dǎo)致困氣,硅膠成型模具的設(shè)計(jì)不太合理也會(huì)造成硅膠成型產(chǎn)生氣泡。

深圳市盈泰高精密五金橡膠有限公司專業(yè)生產(chǎn)各種硅膠制品,產(chǎn)品有母嬰液態(tài)硅膠用品、醫(yī)用液態(tài)硅膠制品、手機(jī)3C防水配件類液態(tài)硅膠制品、汽車電子配件類液態(tài)硅膠制品、液態(tài)硅膠廚具類制品、工業(yè)密封硅膠制品等。我司可根據(jù)客戶樣品或圖紙開模,歡迎來(lái)電洽談。 電話:17722437688
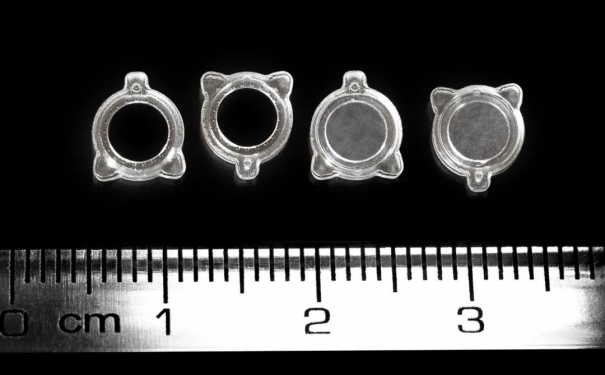
在Compamed展會(huì)中,威猛巴頓菲爾將在MicroPower 15/10H/10H COMBIMOULD注射機(jī)上采用PC和LSR材料生產(chǎn)帶有硅膠膜的支撐環(huán),以此來(lái)展示其在微型部件生產(chǎn)過(guò)程中實(shí)現(xiàn)LSR加工的專業(yè)技術(shù)。
查看詳情>>
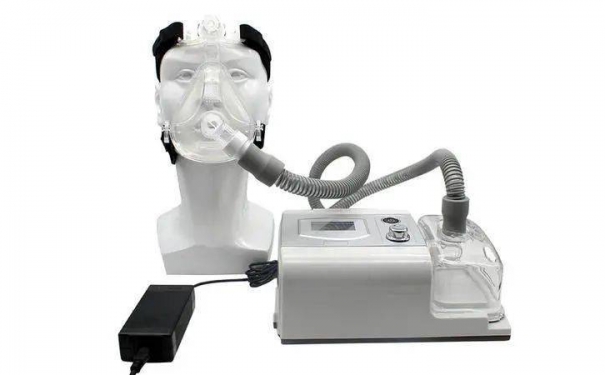
新型的液態(tài)硅膠精密包膠技術(shù),則是利用模內(nèi)成型,將把液態(tài)硅膠密封件直接成型于殼體上,這樣即減少了裝配的時(shí)間和人工成本,還增加了產(chǎn)品的精度和穩(wěn)定性。
查看詳情>>








采展示")
硅膠制品生產(chǎn)設(shè)備")
硅膠制品生產(chǎn)設(shè)備")
設(shè)備")
 手機(jī)站
手機(jī)站 微信號(hào)
微信號(hào)