友情鏈接:
咨詢電話:17722437688


近年來液體硅橡膠(LSR)的注塑技術(shù)得到了快速的發(fā)展。LSR的注塑設(shè)計與工程塑料有著重要的差別,從模具結(jié)構(gòu)來講,LSR模具與普通注塑模具相比,具有鮮明的特殊性,在模具設(shè)計時必須加以注意。
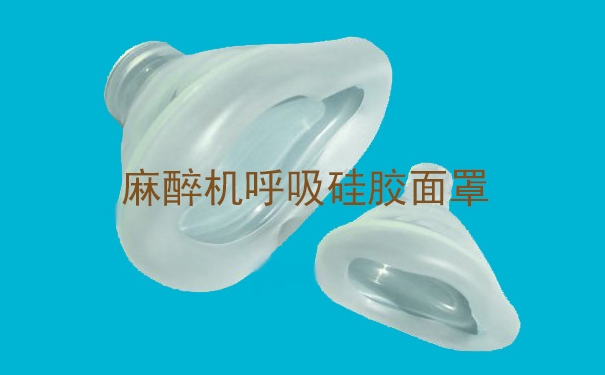
硅膠奶嘴,是兒童常用生活用品。產(chǎn)品最大外形尺寸為?37.34 mm x36.56 mm,塑件平均膠位厚度1.80 mm,塑件材料為液態(tài)硅膠(lsr),縮水率為1.03,塑件質(zhì)量為6.6克。塑件技術(shù)要求為不得存在披峰、注塑不滿、流紋、氣孔、翹曲變形、銀紋、冷料、噴射紋、氣泡等各種缺陷。
產(chǎn)品必須符合GB 4806.2-2015 食品安全國家標準 奶嘴。GB 4806.2-2015標準規(guī)定了奶嘴的范圍、基本要求、技術(shù)要求、遷移試驗、標簽標識。奶嘴都是硅橡膠材料,其中以硅膠材料居多,硅膠材料在嬰幼兒產(chǎn)品上得到特別的青睞,我們在針對硅橡膠產(chǎn)品進行檢測的時候,對于嬰幼兒產(chǎn)品標準要求會更加嚴格。

圖1 硅膠奶嘴產(chǎn)品圖
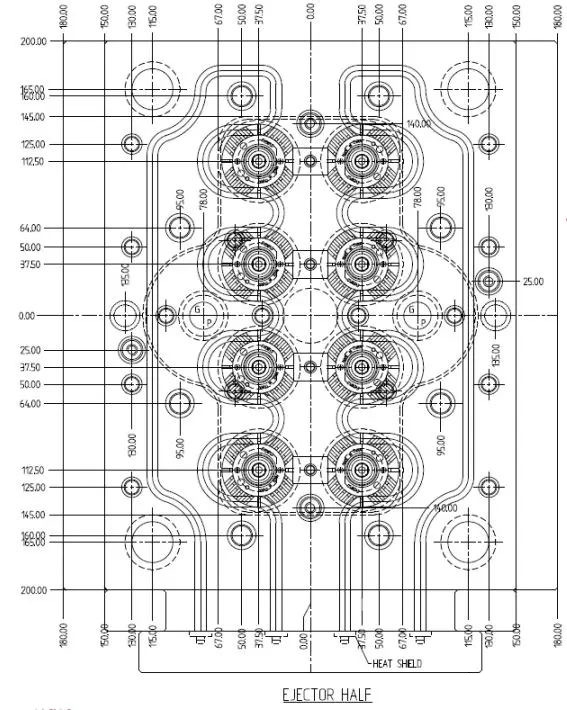
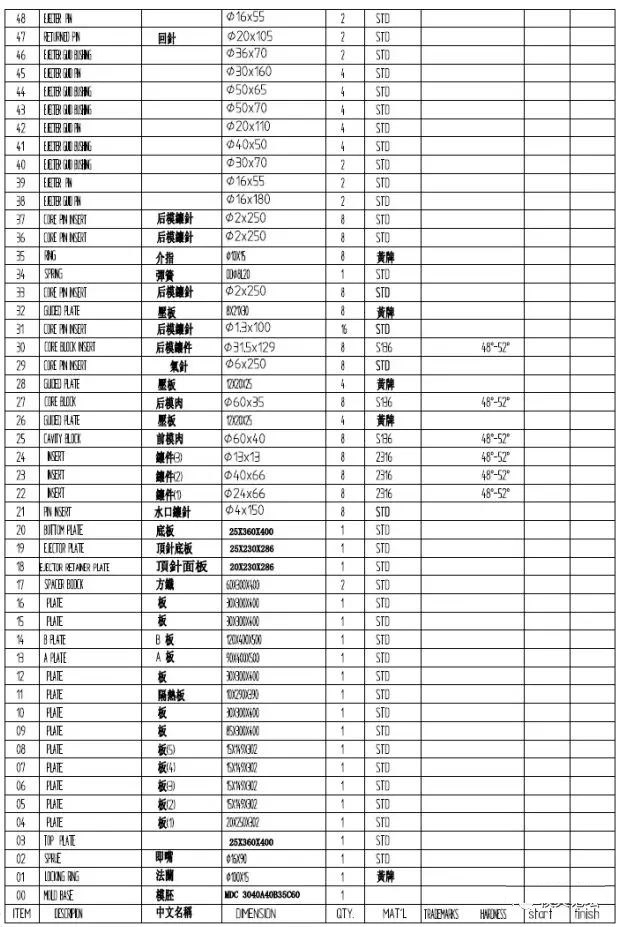
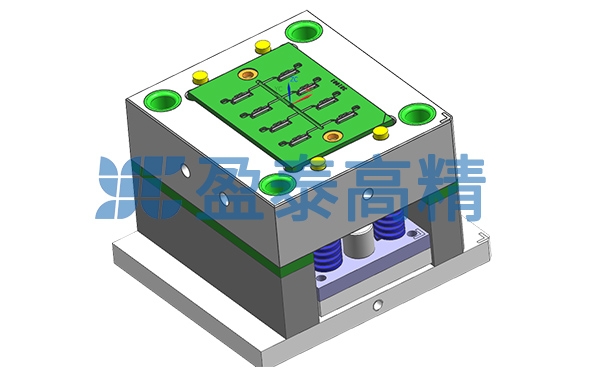
硅膠奶嘴產(chǎn)品如圖1所示,其生產(chǎn)批量巨大,因此,模具型腔排位多為一模多穴。本套模具設(shè)計為1出8,模胚為MDC 3040 A40 B35 C60,由于模具設(shè)計結(jié)構(gòu)的特殊性,lsr模具的模胚一般為非標模胚。近年來液體硅橡膠(LSR)的注塑技術(shù)得到了快速的發(fā)展。LSR的注塑設(shè)計與工程塑料有著重要的差別,這主要是因為這兩種物料的物理性質(zhì),如低粘度,流變學性質(zhì)(快速固化),剪切變稀性質(zhì),以及較高的熱膨脹系數(shù)等區(qū)別較大。
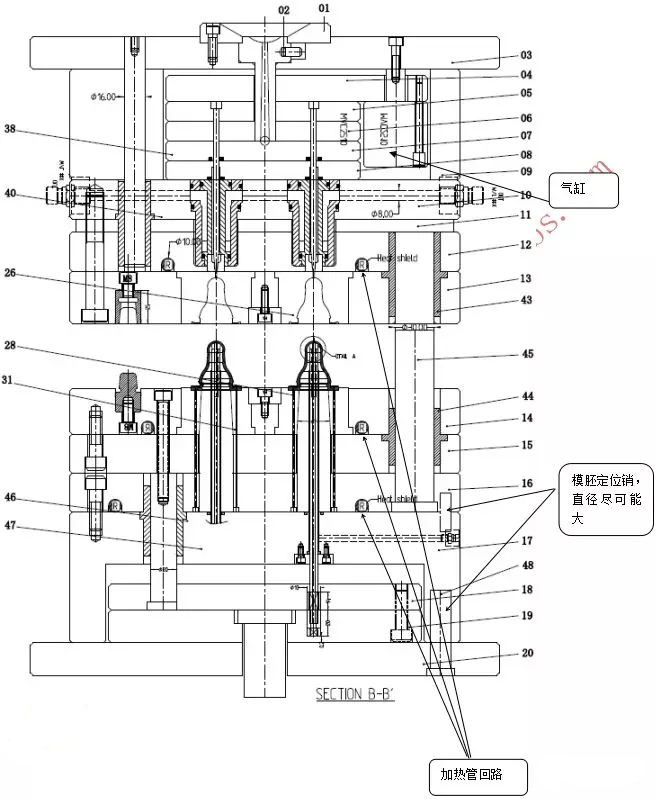
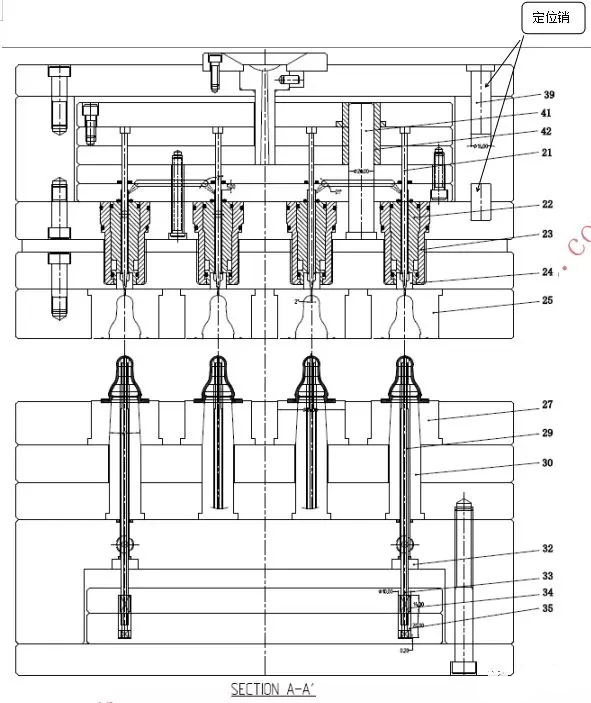
從模具結(jié)構(gòu)來講,LSR模具與普通注塑模具相比,具有鮮明的特殊性,在模具設(shè)計時必須加以注意。由于LSR模具在注塑過程中需要加熱和隔熱,對模具剛度具有較高的要求,在前后模的模板之間均需要增加定位銷39和48,防止熱變形模具錯位。
在歐洲,上世紀90年代,LSR模具首先是以熱流道的形式進行生產(chǎn)。目前,冷流道在國內(nèi)也得到了普及使用。硅膠奶嘴采用冷流道澆注系統(tǒng)。奶嘴在頂面有小孔,利用冷流道系統(tǒng)閥針的周圍間隙進行LSR材料的注射成型就可以便于澆口痕跡的消除,也避免了物料的浪費,也縮短了循環(huán)時間。
目前所用的冷流道設(shè)備有兩種基本類型,即閉合系統(tǒng)和開放系統(tǒng),它們各有優(yōu)缺點。本套模具為閉合系統(tǒng)。注射循環(huán)中,閉合系統(tǒng)在每一個型腔都采用“開動銷”或“針形閥”來控制LSR橡膠的流量。閉合系統(tǒng)最典型的特點是在較低的注射壓力下進行注塑。設(shè)備中可調(diào)控的“節(jié)流口”可以對不平衡的分流道以及物料的不同剪切變稀性能進行微調(diào)。
如果采用冷流道系統(tǒng),在型腔與冷流道之間設(shè)置有效的隔離溫度是十分重要的。模板10和模板12之間設(shè)計了隔熱板11,就是阻斷溫度傳遞的。特別注意隔熱板11需要采用高精度隔熱板,兩面的平行度在0.02以內(nèi)。如果分流道太熱,物料在注射前就開始固化,而如果冷卻太快的話,它會從模具閥門區(qū)域吸收過多熱量,防礙固化的完成。閉合系統(tǒng)的閥門或是開動銷21,一般設(shè)計為0.5-0.8mm之間,以保證銷21和它周圍物料的流動空間。
膠料通過澆口套進入到板6和板7之間的分流道,通過此分流道再進入兩處垂直流道進入到板7和板8之間的分流道中,此分流道呈兩個X型,分別為8個型腔進膠。澆口為潛伏式澆口。銷21承擔關(guān)閉澆口的功能,它安裝在板4和板5上。氣缸的活塞桿與面板3相連,氣缸體安裝在板4上,氣缸帶動板4和板5上下移動實現(xiàn)銷21的關(guān)閉。
由于LSR的粘度較低,因此它在注射成型過程中,即使在注射壓力較低的情況下,填充流速較快,為了避免空氣滯留,對模具排氣的要求更加嚴格。模具需要在前模沿著型腔外圍開設(shè)排氣槽。在快速填料過程中,如果空氣不能完全排除型腔,將會夾帶在硫化后的物料中(通常表現(xiàn)為沿部件周邊一圈白邊或是內(nèi)部光滑的小氣泡)。典型的排氣槽寬1-3mm,深0.004-0.005mm,現(xiàn)已成功應(yīng)用于生產(chǎn)中。

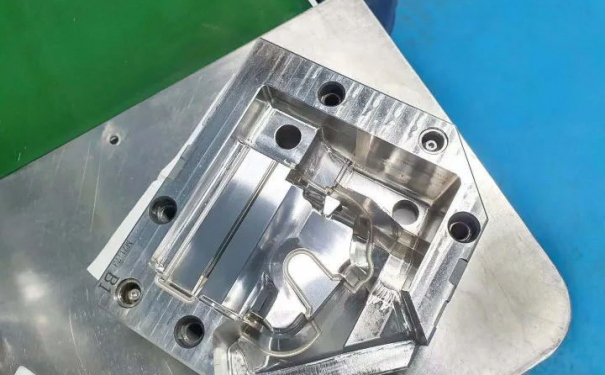
由于LSR的粘度低,模具型腔和型芯的加工精度要求較高,分型面的配合精度不能超出0.01,否則塑件會出現(xiàn)批鋒。在條件具備的情況下,盡可能選擇高速CNC機床配以新刀具,選擇合理的編程軟件與加工技巧,使得模具具有高的加工精度,滿足生產(chǎn)需求。
LSR成型工藝中,典型的加熱方式是電加熱,通常采用電熱絲加熱器、加熱管或者加熱盤。LSR的一次型固化過程中,模具內(nèi)溫度的均勻分配是非常重要的。如果表面溫度下降過快,會使物料的固化速度降低,不斷抑制部件的釋放,影響部件的品質(zhì)。加熱器與型腔璧之間需要保留適當距離,可以大大避免模板的彎曲與變形。對于整體模具加熱體系,應(yīng)該在模仁與模板之間放置隔熱板,把熱損失降低到最小。如果模具的頂出系統(tǒng)元件較多,在頂針板與底板之間同樣需要設(shè)計隔熱板。另外用隔熱板包裹模具,也有助于減少熱損失。
開模后LSR塑件容易粘在后模表面上,這給脫模帶來了一定的困難。硅膠奶嘴模具,設(shè)計了氣體頂出裝置,氣針29頭部帶有倒錐形面,封閉型腔,頂出時起到引氣作用,其頂出原理與一般軟膠的氣體頂出一樣。


硅膠包塑膠是目前很多知名手機品牌使用的最多的一種手機保護套,所以今天就為您介紹硅膠包膠手機套的工藝到底是如何制作的!
查看詳情>>
液體硅膠制品定制廠家液態(tài)硅膠包膠奶瓶產(chǎn)品(液態(tài)硅膠包PPSU)及模具生產(chǎn)解決方案。
查看詳情>>







硅膠制品生產(chǎn)設(shè)備")
硅膠制品生產(chǎn)設(shè)備")
設(shè)備")
 手機站
手機站 微信號
微信號