友情鏈接:
咨詢電話:17722437688


毋庸置疑,注射成型機(jī)對于液態(tài)硅膠注射成型工藝非常重要。但是還有一些其他因素也會影響LSR注射生產(chǎn),小面由小編為您簡要介紹之。
lsr液體硅橡膠注射生產(chǎn)過程除了和注射成型機(jī)關(guān)系密切外,其他保證LSR注射生產(chǎn)的重要因素還包括:模具的溫度控制,冷卻水的流量控制,真空泵和真空監(jiān)測軟件、脫模裝置等等。
由于LSR生產(chǎn)要求模具溫度的一致性,以保持整個全自動加工流程,所以機(jī)器應(yīng)具有溫度的自調(diào)整功能,以優(yōu)化加熱程序,以滿足特定的模具要求。模具加熱區(qū)的數(shù)量應(yīng)由模具制造商根據(jù)模具尺寸和質(zhì)量確定,以保持溫度一致。根據(jù)經(jīng)驗,50噸以上的LSR機(jī)器所需的最小區(qū)域數(shù)為8個區(qū)域。對于較小的機(jī)器,四個加熱區(qū)域就足夠了。
冷流道系統(tǒng)的水冷是非常重要的。冷卻水的溫度和流量必須一致,否則材料的固化也會不一致。在開放式冷流道系統(tǒng)中,不一致的水流或溫度可能導(dǎo)致噴嘴泄漏或固化過度。添加濾水系統(tǒng)也是很好的選擇,這樣可以確保冷卻水的清潔度。
模具真空系統(tǒng)應(yīng)配備專用的真空源、真空閥和軟件,以便在注射前監(jiān)測真空度。由于LSR材料的低粘度特性,模具的排氣能力非常有限,即使排氣口小于0.0005英寸,一些材料也會產(chǎn)生飛邊。這就增加了在注射前盡可能多地排出空氣的重要性。真空監(jiān)測軟件對于確保在全自動過程中達(dá)到適當(dāng)?shù)恼婵斩确浅V匾?/p>
由于硅橡膠材料的柔韌性,在熱塑性成型中有許多脫模選項。正因為如此,許多模具制造商開發(fā)了簡單的脫模裝置,這些裝置直接集成到模具中,從簡單的敲出板或刷子系統(tǒng)到更復(fù)雜的夾持系統(tǒng)。該機(jī)器應(yīng)能與該設(shè)備接口,并將其編程為成型流程中的一部分。
LSR成型的最后一部分是供料系統(tǒng)。與注塑機(jī)一樣,配料設(shè)備也有很多選擇,從小型可重復(fù)使用塑料筒進(jìn)料的系統(tǒng)到55加侖桶進(jìn)料的系統(tǒng)。泵的操作范圍從電動伺服控制到液壓和氣動操作。與該行業(yè)的一家供料系統(tǒng)供應(yīng)商討論您的具體應(yīng)用。

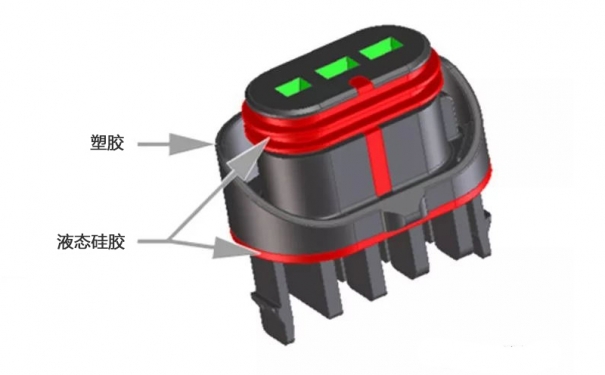
盈泰目前有30組液態(tài)硅膠注射機(jī),配備有計量精確的供料系統(tǒng),可以提供液態(tài)硅膠精密組件的生產(chǎn)服務(wù)。我司尤其擅長生產(chǎn)液態(tài)硅膠包膠產(chǎn)品(硅膠包塑膠,硅膠包鎂合金、鋁合金等金屬材料)。
新型LSR 微注射單元將最高的精度與最大的靈活性和成本效益集于一體。新型 LSR 微注射單元令ENGEL擴(kuò)展了其注塑機(jī)的應(yīng)用范圍,包括應(yīng)用于注射量更低的領(lǐng)域。
查看詳情>>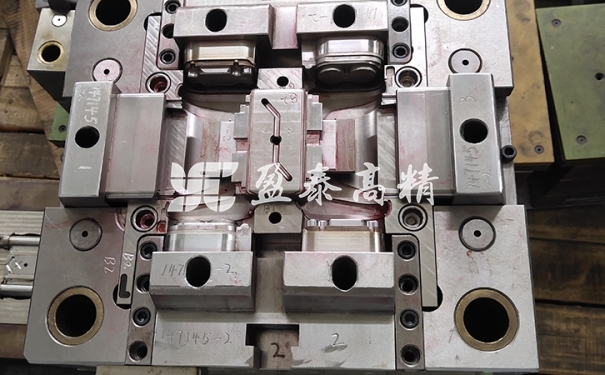
小編將與大家分享一下,液態(tài)硅膠模具設(shè)計一定要注意的6大要點(diǎn)和8點(diǎn)要求。
查看詳情>>








采展示")
硅膠制品生產(chǎn)設(shè)備")
硅膠制品生產(chǎn)設(shè)備")
設(shè)備")
 手機(jī)站
手機(jī)站 微信號
微信號