友情鏈接:
咨詢電話:17722437688


基于液體硅橡膠硫化前粘度低、易流動、硫化速度快等特點,注射成型液體硅橡膠的應(yīng)用得到飛速發(fā)展,注射成型技術(shù)越來越得到人們的關(guān)注。本文通過對注射成型硅橡膠的研究及應(yīng)用實踐,介紹了加成型液體硅橡膠的注射成型工藝,簡單分析了液體硅橡膠注射成型過程中工藝參數(shù)對制品的影響。
液態(tài)硅膠(Liquid Silicone Rubber)是一種無毒、耐熱、高復(fù)原性的柔性熱固性材料,其流變行為主要表現(xiàn)為低黏度、快速固化、剪切變稀以及較高的熱膨脹系數(shù)。
lsr 是以鉑金作為催化劑的雙液態(tài)快速硫化材料,可以采用注塑的方式、大量、快速硫化、重復(fù)性機(jī)械生產(chǎn)。其產(chǎn)品表現(xiàn)為較好的熱穩(wěn)定性、抗寒性,優(yōu)良的電絕緣性能,燃燒時不會產(chǎn)生有毒的物質(zhì)等。
因此在健康用品、汽車、嬰兒用品、醫(yī)療用品、潛水用品、廚房用具以及密封件等的生產(chǎn)設(shè)計中成為不可替代的材料。
概 述
注射成型液體硅橡膠(LSR)是加成型液體硅橡膠的一種,它利用其自身粘度低(在硫化前具有一定的流動性、不定型性)、便于采用計量混合設(shè)備進(jìn)料的特點,采用專用注射成型設(shè)備將兩組分精確自動進(jìn)料、混合、注模,然后快速硫化,成型制品。注射成型工藝逐步取代了傳統(tǒng)的模壓工藝,具有眾多優(yōu)點:采用液體注射成型工藝硫化成型,計量準(zhǔn)確,材料浪費少;硫化溫度低,成型制品周期短,降低生產(chǎn)成本;制品精度高,可加工復(fù)雜形狀制品;硫化過程無副產(chǎn)物,無需二段硫化;制品具有優(yōu)異的耐老化性、耐侯性、無毒性、高透明性、高機(jī)械強(qiáng)度、彈性好等特點[1-2]。因而液體注射成型硅橡膠在日用橡膠制品如嬰兒用品、日用制品、電力絕緣材料加工、櫥具配件制造等領(lǐng)域成為首選材料,是硅橡膠中發(fā)展最快的產(chǎn)品之一。
液體硅橡膠注射成型技術(shù)(LIM)是七十年代末開發(fā)的一種新型高效的硅橡膠成型方法,是通過把具有出色性能的液體硅橡膠和能夠精密且穩(wěn)定地完成注射成型的設(shè)備相結(jié)合而形成的新型的硅橡膠成型加工技術(shù),只需將兩個組分(也可以包含配色等輔助組分)裝入設(shè)備內(nèi),從進(jìn)料、計量、混合到成型全自動完成。這種加工技術(shù)可以達(dá)到簡化工藝、縮短加工時間、節(jié)約材料、提高效率的目的。并且生產(chǎn)過程中基本不產(chǎn)生廢邊,有利于環(huán)保。
隨著液體硅橡膠的廣泛應(yīng)用和對制品要求的提高,越來越多的人們已認(rèn)識并采用此技術(shù)生產(chǎn)硅橡膠制品,迎來了硅橡膠加工業(yè)高效率、高質(zhì)量及低成本生產(chǎn)的新紀(jì)元。隨著注射成型技術(shù)應(yīng)用范圍的不斷擴(kuò)展,有望在替代傳統(tǒng)彈性體產(chǎn)品上具有更大的競爭力。
注射成型工藝簡介
液體硅橡膠注射成型過程如下:通過計量裝置將A、B 兩種液體硅橡膠原料經(jīng)精確計量后輸送到混合裝置中;兩組分在混合器中充分混合后再輸送到注射成型機(jī)中;通過成型機(jī)注射或噴射到已預(yù)熱的多模具中并均勻分配到各個模腔中;在熱模腔中硅橡膠材料被加熱并快速硫化成型制品;硫化成型后自動開模出模;然后合模并進(jìn)入下一個成型周期。整個成型周期幾十秒時間到幾分鐘,根據(jù)制品大小不同成型周期也不同。
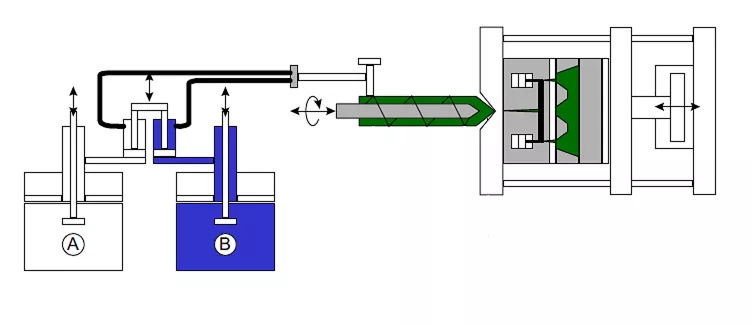
圖1 液體硅橡膠注射成型工藝流程示意圖
整個注射成型系統(tǒng)分為一下幾個部分:第一單元是計量進(jìn)料單元,通過液壓壓盤將液體硅橡膠的兩個組分直接從包裝桶中精確計量進(jìn)入系統(tǒng)內(nèi);第二單元是混合單元,通過靜態(tài)混合器將進(jìn)入系統(tǒng)的兩個組分充分混合均勻,并且體系中不帶入氣泡;第三單元是注射成型單元,混合好的硅橡膠材料通過注射單元定量注射到模具中,并均勻分配到各個模腔,然后熱硫化。整個過程全自動化,設(shè)定好參數(shù)后可實現(xiàn)無人工控制,達(dá)到提高生產(chǎn)效率。
注射過程工藝參數(shù)的控制
注射成型工藝應(yīng)用到液體硅橡膠的成型加工有很多優(yōu)點,得到廣泛認(rèn)可。但是相對于一般的模壓成型、澆注成型等工藝,注射成型技術(shù)使用的成型設(shè)備比較難操作,成型過程比較復(fù)雜,技術(shù)要求高,如果使用不當(dāng),不但得不到好的制品,反而會造成更大的浪費,那么注射成型的優(yōu)勢就不能得到很好的發(fā)揮。下面以奶嘴注射成型過程為例,簡單對注射成型過程控制及出現(xiàn)問題進(jìn)行分析。
3.1硫化溫度
硫化溫度是關(guān)系成型制品質(zhì)量的最關(guān)鍵最敏感參數(shù),通常模具溫度80℃~200℃范圍內(nèi)都可成型。但是硫化溫度的設(shè)定與硫化時間、模具材料等有較大關(guān)系。
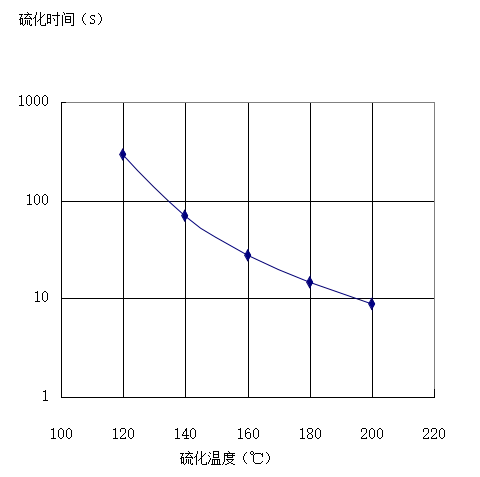
圖2 液體硅橡膠在不同溫度下成型時間的變化圖。
由圖可明顯看出硫化溫度低時,硫化成型需要時間長,這樣直接影響到注射成型周期拉長,生產(chǎn)效率降低;而提高硫化溫度,成型時間短,可提高生產(chǎn)效率,降低人力成本等。但在實際生產(chǎn)過程中,如果一味的提高硫化溫度來提高生產(chǎn)效率也不一定達(dá)到降低成本的目的,因為要將模具加熱到更高的溫度,需要的能耗會大幅度提高,提升了能耗成本。因此從生產(chǎn)總成本考慮,有一個相對最佳的溫度點。根據(jù)不同情況,通過對成本進(jìn)行核算,一般硫化溫度在140℃~180℃時經(jīng)濟(jì)性相對較好。
另外,從模具材料看,太高的溫度可能導(dǎo)致模具變形較大,影響制品質(zhì)量,嚴(yán)重的可能影響到開模,甚至導(dǎo)致模具打不開。國內(nèi)制作的模具一般溫度在170℃以下時不太有很大,如果高于170℃時就容易出現(xiàn)開模問題。對于精密度高的制品,更容易出現(xiàn)這個問題。另外硫化溫度過高,膠料硫化過快,氣泡沒有排除,形成氣泡缺陷,過熟也會使制品易斷裂,影響產(chǎn)品性能。
綜合考慮各個因素,一般對于尺寸較小的制品的注射成型,硫化溫度在150℃~160℃比較合理,應(yīng)用的比較多。
3.2 注射條件
當(dāng)注射溫度在150℃時,注射壓力從40kg/cm2到150 kg/cm2的范圍時可以取得較好的效果。在不同情況下,壓力不同也對制品有影響。較小的注射壓力會使注模欠注,缺少較料,制品不完整;當(dāng)注射壓力過高時,注膠過程太快,因排氣不暢而使制品產(chǎn)生氣泡,影響產(chǎn)品外觀。根據(jù)實驗實踐,一般注射壓力在30~60 kg/cm2時,注射過程良好,硅橡膠在模腔內(nèi)分布均勻,排氣順暢,制品成品率高。
另外,注射時,注膠方式也對制品外觀有較大影響。如果膠料一次性全部注入,可能產(chǎn)生溢邊,并影響到排氣,制品產(chǎn)生氣泡,嚴(yán)重的造成脫模困難。為避免一次注射造成的不良后果,可采用二段注射的方式,第一次將大部分膠注射進(jìn)入,第二次將剩余膠注入,這樣可以達(dá)到順暢排氣的目的,成品率大大提高。一般兩次注射就可達(dá)到要求,有時也可以采用三次注射的方式。多次注射時,注射壓力也要不同,一般第二次注射壓力要低些。
3.3 其它影響因素
除了硫化溫度、注射壓力等操作控制參數(shù)對成型制品的影響外,但還有其他很多因素都對產(chǎn)品有很大影響,比如模具質(zhì)量、計量系統(tǒng)的精度等。
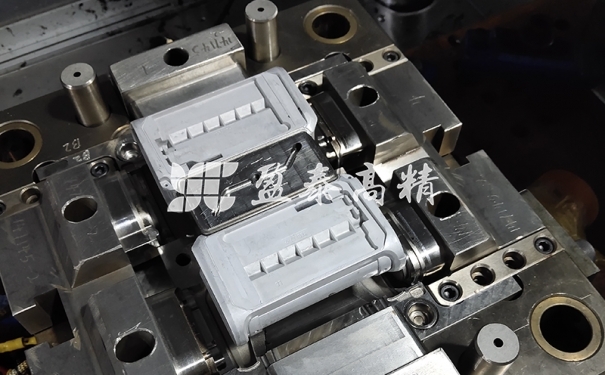
模具加工質(zhì)量對制品成型率也有較大影響。模具加工粗糙,拋光度不好,易造成制品脫模困難,外觀光潔度不好,透明性差,成型率低。一般要求制品模具精制,模腔光滑度好。模具設(shè)計要合理,容易開模,排氣順暢對加工過程非常有好處。
計量系統(tǒng)的計量精度直接影響到產(chǎn)品的好壞,如果精度低,導(dǎo)致混合后的產(chǎn)品配方有較大偏差,影響固化,影響制品性能。一般進(jìn)口設(shè)備的計量精度可以達(dá)到1%以內(nèi),而國產(chǎn)設(shè)備一般都要在2%以上。因此在硅橡膠配方研究過程中,要充分考慮的生產(chǎn)設(shè)備的精度問題,保證兩組分在一定范圍內(nèi)的配比變化時,制品硫化和性能不受較大影響。
結(jié)束語
液體硅橡膠注射成型之所以有如此多的優(yōu)點,主要源于液體硅橡膠本身的特性。掌握與應(yīng)用液體硅橡膠注射成型技術(shù)不僅可生產(chǎn)出高質(zhì)量產(chǎn)品,還可節(jié)省能源、減少浪費,因此開發(fā)液體硅橡膠注射成型技術(shù)具有十分重要意義。
液體膠注射過程中各參數(shù)的選取對制品外觀和性能質(zhì)量都有影響,其中注射溫度和注射壓力影響較大。精密度較大食品用注射成型液體膠合適的注射成型溫度為150~160℃,注射壓力為30~60 kg/cm2,注射過程一般采用二次注入,成品率教高。另外,選擇好的計量進(jìn)料設(shè)備和好的模具也十分重要。
深圳市盈泰高精密五金橡膠有限公司是一家有15年歷史的硅膠制品OEM/ODM廠家。盈泰致力于液態(tài)硅膠(LSR)制品新工藝研發(fā)、新產(chǎn)品的定制生產(chǎn)。我司可以提供精密無飛邊液態(tài)硅膠模具設(shè)計制造、液態(tài)硅橡膠(LSR)注塑、雙色液體硅橡膠注塑、多物料(塑膠、五金等)液態(tài)硅膠包膠二次注塑成型、產(chǎn)品組裝與包裝、模切加工等服務(wù)。

眾多優(yōu)勢說明LSR(液態(tài)硅橡膠)在光學(xué)應(yīng)用中具有巨大的潛力,但是,被污染后難以清潔的敏感的粘性表面是LSR部件的一大缺點。VUV表面改性處理可解決灰塵污染難題
查看詳情>>
深圳盈泰高精液態(tài)硅膠包膠解決方案除了在電子煙霧化座的應(yīng)用上達(dá)到增值效果外;也能在電子煙外殼、電子煙密封硅膠件等各方面進(jìn)行可實施、可觀的方案措施,并且同樣能做到改善電子煙漏油的效果上來。
查看詳情>>








采展示")
硅膠制品生產(chǎn)設(shè)備")
硅膠制品生產(chǎn)設(shè)備")
設(shè)備")
 手機(jī)站
手機(jī)站 微信號
微信號