手機站
手機站 微信號
微信號友情鏈接:
本文簡要介紹熱塑性塑料(PC、PA等)包覆成型液態硅膠LSR的注意事項。
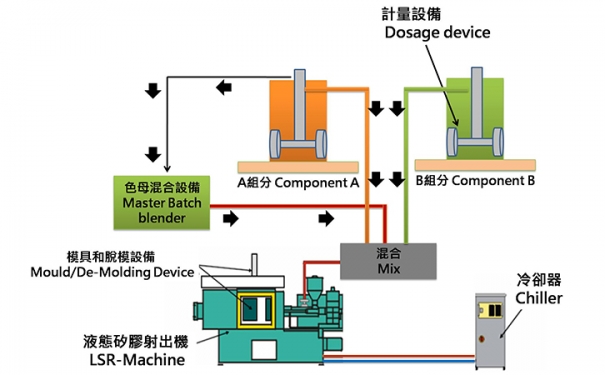
在硬質熱塑性基材包覆成型液體硅橡膠(lsr)時,為了使兩組分能夠獲得良好的長期粘接性,注塑加工商需要注意一些問題。本文指出了這些問題的關鍵,并提供一些解決方案。

近年來,軟/硬包覆成型已成為注塑加工商掌握的基本技術,并且越來越多的注塑加工商正在擴大這種熱固性/熱塑性塑料相組合的技術。在某些應用中,LSR在耐熱性、極端低溫柔性、耐化學性和固有的潤滑性方面提供了超過TPE的優勢。獲得良好的長期粘接性可以算作硬質熱塑性基材包覆成型TPE的一個難題,而對于熱塑性塑料包覆成型LSR而言,這一難題更具挑戰性。

用化學底涂或等離子體或紫外線處理基材表面已經成為解決挑戰性粘接問題的一種方法。為了盡量減少加工步驟,LSR供應商相繼推出新的“無底涂”或“自粘性”品級,它們本身與熱塑性塑料具有良好的粘接性。即便如此,為了取得良好的效果,也有一些規則需要注塑加工商來遵守。

1.保持清潔
清潔對于粘接是至關重要的,所以要使基材保持清潔和干燥。如果基材與LSR采用一模兩次注塑成型,而不是基材先在一臺機器上單獨成型再被轉移到另一臺機器上,那么可以不考慮這個問題。
2.加熱基材
基材必須是熱的,這很重要。LSR與熱塑性塑料的粘接是一種化學反應,因此需要將時間、溫度和壓力結合在一起。他說,在一般情況下,越熱越好。對LSR而言,典型的模具溫度為149~204℃,最低溫度是121℃。LSR內部必須達到這個溫度,以使其充分固化。越熱也就越快固化,即可獲得更短的固化周期。
絕對不能在一塊冷的基材上包覆成型LSR,因為這會減緩固化。在二次包覆成型中這不是一個問題――熱塑性部件中的余熱將有助于固化LSR。但如果單獨成型基材,它需要在鏈條式烘箱中或使用一塊熱板進行預熱。
3.注意添加劑、脫模劑的影響
反對使用含有內部脫模劑或“自潤滑”添加劑的熱塑性基材,雖然它們并不總會帶來粘接問題。外部脫模劑肯定不能使用,同時避免使用任何含有硫或胺的添加劑,因為它們會抑制LSR的固化。這意味著基材不能使用胺基抗靜電劑。
4.輕輕地脫模
即使LSR具有良好的“初始強度”可以脫離模具,但是當模具打開時,粘接和固化可能還沒有達到它們的最終狀態。因此,在脫模過程中應避免拉拽LSR。聚四氟乙烯模具涂層可以幫助LSR脫模。
5.一致性考慮
如果注塑加工商遵循了以上所有的建議,則其采用自粘性LSR應該能夠獲得良好的效果,無論是在一臺機器上進行二次注塑還是在兩臺機器上單獨成型。但需要注意的是,若采用兩臺機器成型,則必須使用自動化設備(機械手)將基材從一臺機器轉移到另一臺機器上,因為這種方式可以確保一致的基材溫度,也避免了操作人員處理部件時帶來的任何污染。
6.機械聯鎖設計
即使采用自粘性LSR,將材料之間一些機械聯鎖的形式納入到部件設計中,也是一種很好的保險方式。使LSR通過孔透入部件的背面就是一個很好的例子。此外,在包覆成型的界面區域進行粗加工也會對粘接有所幫助,但這對于自粘性良好的材料不是必需的。
7.做一個初步的測試
為了很好地了解一種基材材料與一個特定LSR品級的粘接性如何,將一個具有代表性的部件或基材材料的樣片送到LSR供應商那里去測試是一個不錯的選擇。
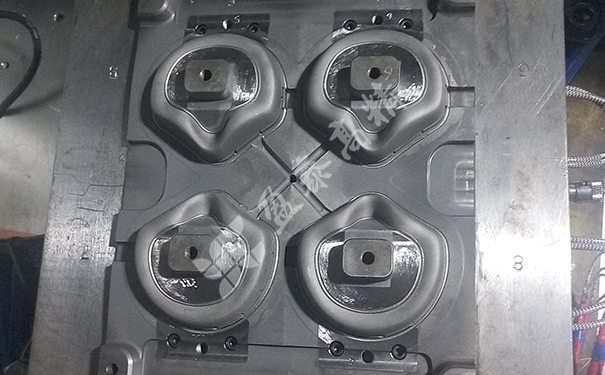
盈泰致力于液態硅膠(LSR)制品新工藝研發、新產品的定制生產。盈泰自建的模具加工中心,每月可以產出15-20套左右的液態硅膠模具,可以為客人提供從產品設計分析評估,模具設計分析評估到制作加工整套服務。
查看詳情>>
如果您在尋找表帶可使用的材料,會發現液態硅膠是最適合產品使用的,液態硅膠本身是非常安全的材質,可以做到無色無味,即使在250度的高溫下也是可以正常使用的,而且還可以和塑膠、五金包膠成型,組成防水部件。
查看詳情>>