友情鏈接:
咨詢電話:17722437688


隨著液態(tài)硅膠制品越來越多地應(yīng)用,其液態(tài)硅膠模具的設(shè)計(jì)要求也越來越高。以下將與大家分享液態(tài)硅膠模具設(shè)計(jì)的一些要點(diǎn)。
LSR(液態(tài)硅橡膠),因其具有獨(dú)特的性能,如純度、透明度和強(qiáng)度,如今已經(jīng)廣泛地應(yīng)用于制造醫(yī)療管件,如藥液的飼給管、傷口導(dǎo)流管、呼吸導(dǎo)管以及導(dǎo)尿管等。
隨著這些產(chǎn)品越來越多地應(yīng)用,其模具的設(shè)計(jì)要求也越來越高。以下將與大家分享液態(tài)硅橡膠模具設(shè)計(jì)的一些要點(diǎn)。
LSR(液態(tài)硅橡膠)模具設(shè)計(jì)需要具備以下條件:
?180-220℃電加熱或油加熱
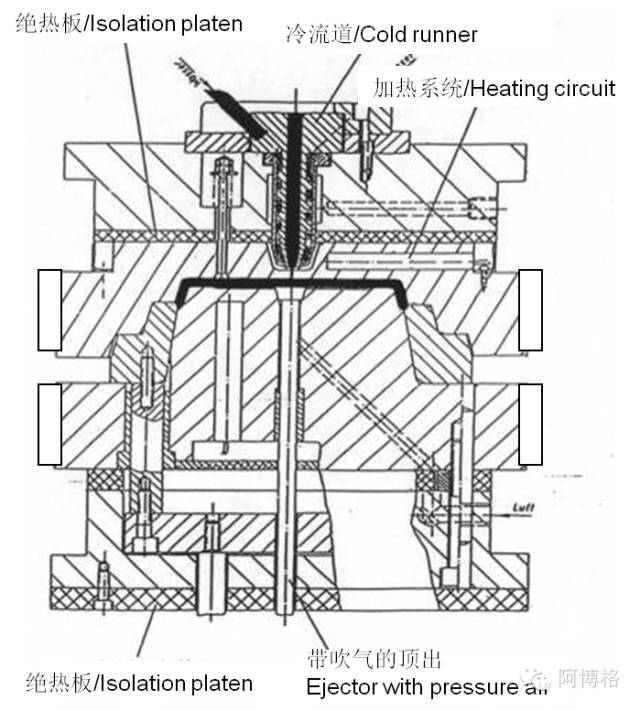
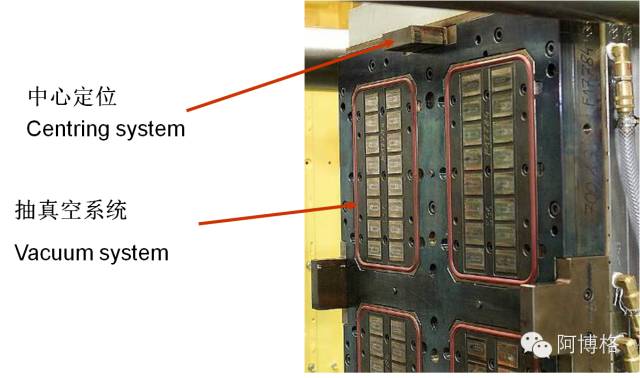
?不受溫度影響的模具中央定位和合模導(dǎo)向
?集成的抽真空系統(tǒng)
?極高的精確度
?通過冷流道減少澆口
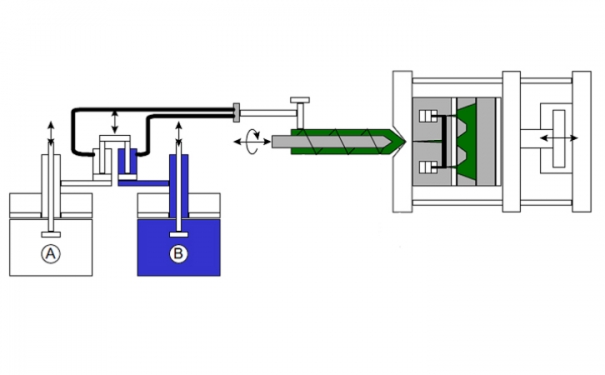
常規(guī)的澆口系統(tǒng)一般是集成在模具內(nèi)的澆口。而冷澆口系統(tǒng)則是客戶定義的模具和注塑機(jī)內(nèi)的冷流道,閉合噴嘴或開放噴嘴。
1、模內(nèi)集成的開放式冷澆
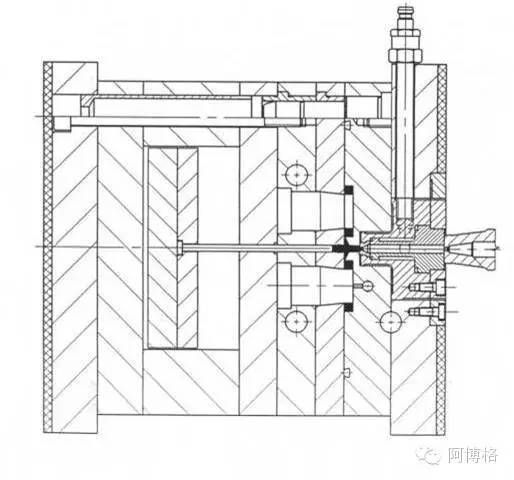
2、模內(nèi)集成的開閉式冷澆道(標(biāo)準(zhǔn))
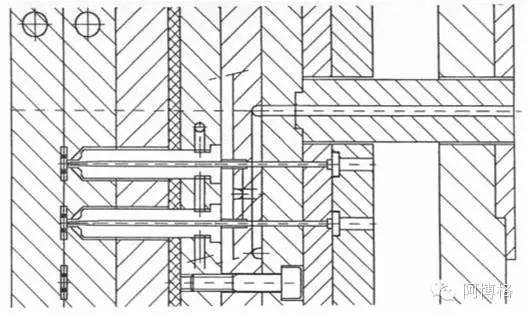
適合于部件的脫模方案
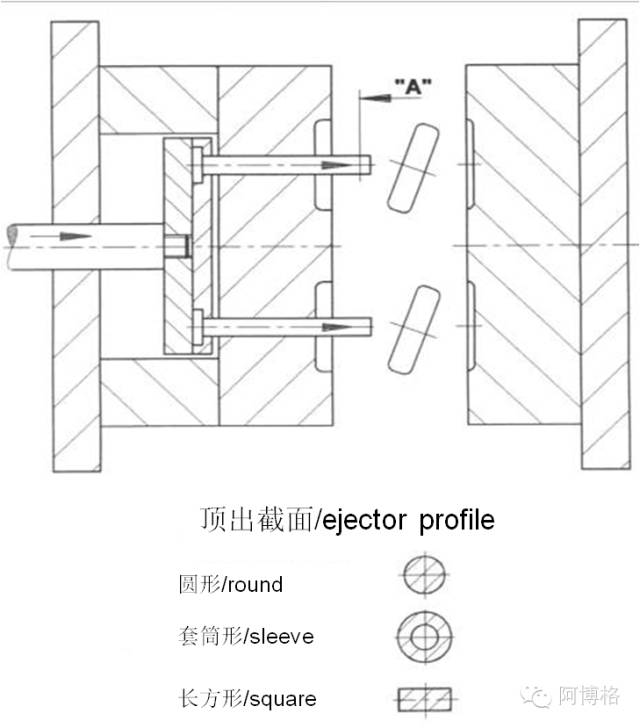
脫模主要囊括頂出脫模,吹氣脫模和刷子脫模三類。其中又以刷子脫模最能體現(xiàn)機(jī)器精度對(duì)模具的影響。
1、頂出脫模
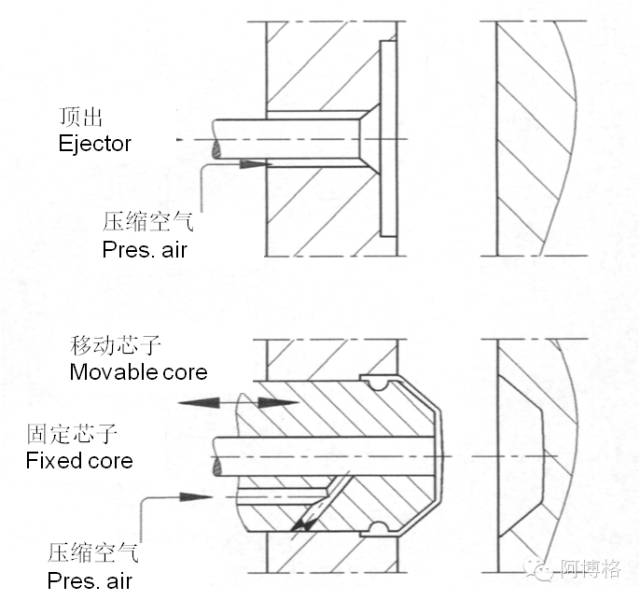
2、吹氣脫模
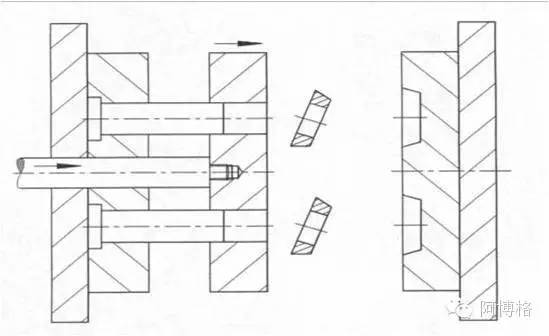
3、中間板脫模
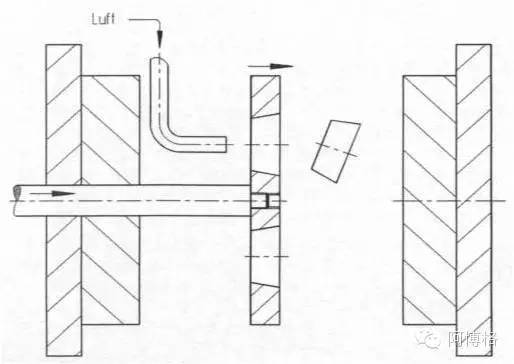
4、外部吹氣脫模
5、刷子脫模
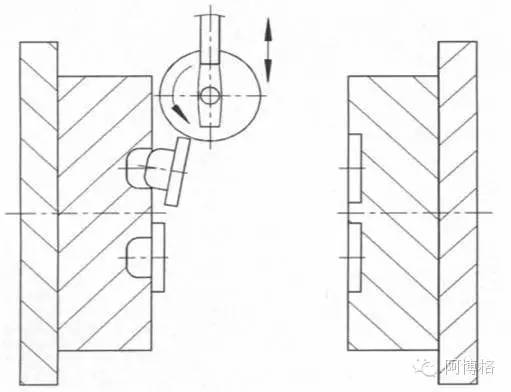
第一代刷子是采用尼龍刷,直接與模具接觸,長期生產(chǎn)過后,對(duì)模具的表面產(chǎn)生磨損,從而導(dǎo)致飛邊等現(xiàn)象,因而最終被淘汰。
第二代刷子是采用鋁合金刷,始終與模具保持一定距離,但對(duì)模具停止要求高,因而對(duì)機(jī)器開合精度要求也非常高。
注:本文轉(zhuǎn)載自http://info.21cp.com/Moju/Zixun/201510/1056087.htm,版權(quán)歸原作者所有。
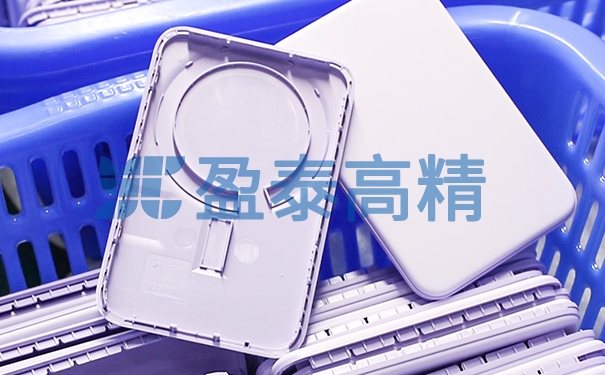
磁吸無線充電寶液態(tài)硅膠包膠外殼噴油時(shí)需要注意什么呢?zé)o線充電寶作為一種便攜式充電設(shè)備,已經(jīng)成為生活中不可或缺的一部分。為了提升無線充電寶的注塑包膠外殼的外觀和質(zhì)感,許多移動(dòng)電源采用了注塑包膠外殼,并進(jìn)行噴油處理。然而,噴油過程中需要注意一些細(xì)節(jié)和注意事項(xiàng),以
查看詳情>>
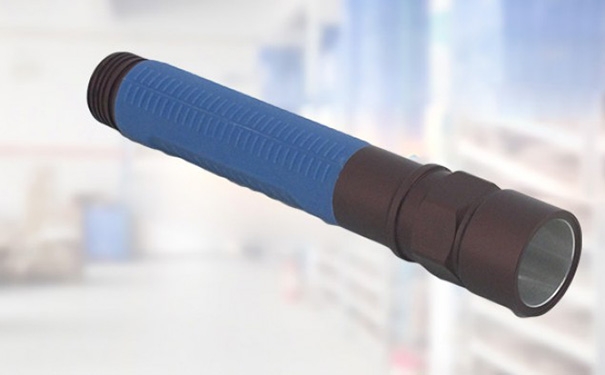
目前市場(chǎng)上常見有三種將液體硅橡膠(LSR)與熱塑基材粘合的方法:底涂膠水、自粘型硅橡膠、粘合添加劑。液體硅橡膠制造商應(yīng)當(dāng)為各項(xiàng)產(chǎn)品認(rèn)真了解和選擇最佳的粘合劑,充分考慮初始成本、工藝步驟、可用性等多種因素。
查看詳情>>







采展示")
硅膠制品生產(chǎn)設(shè)備")
硅膠制品生產(chǎn)設(shè)備")
設(shè)備")
 手機(jī)站
手機(jī)站 微信號(hào)
微信號(hào)