手機站
手機站 微信號
微信號友情鏈接:
在許多情況下,LSR模具比熱塑性塑料模具需要更多的精度和專業知識,我們強烈建議與熟悉橡膠模具并與成熟的LSR模具制造商合作。
硅橡膠成型,特別是液態硅膠(lsr)注射開模是非常有挑戰性的。許多人認為橡膠成型的技術難度較低。而事實恰恰相反。在許多情況下,lsr模具比熱塑性塑料模具需要更多的精度和專業知識。
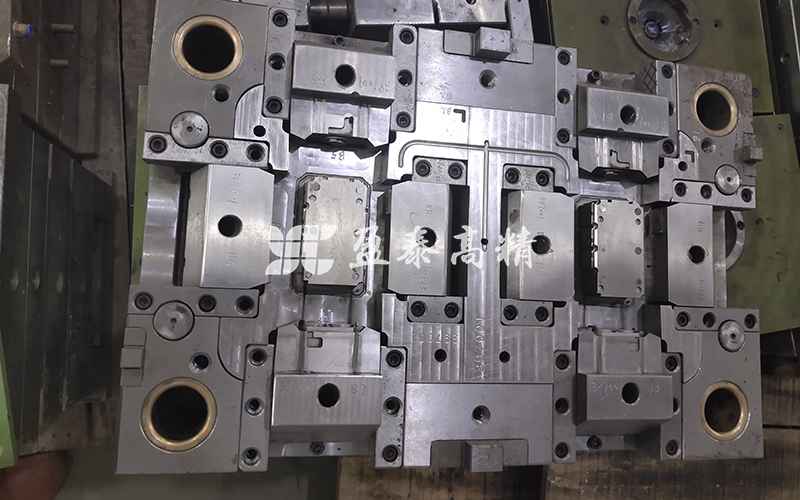
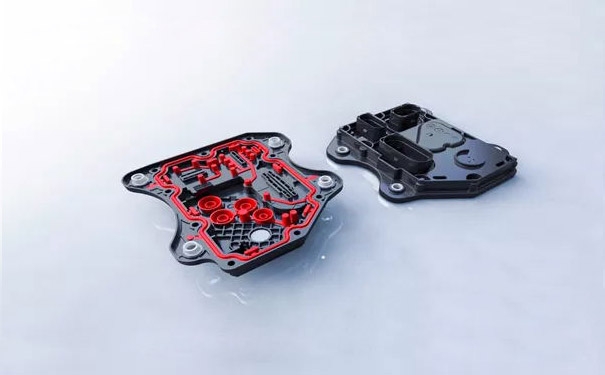
圖 東莞深盈精密模具廠生產的LSR模具
一、防止飛邊
熱塑性模具和LSR模具都有非常復雜的幾何形狀。它們之間的主要區別在于對型腔鑲塊之間的配合和關系的要求。許多熱塑性材料可以使用0.002英寸的間隙配合而不產生飛邊問題。但同樣的間隙會讓許多LSR材料產生飛邊,即使配合緊密到0.0001英寸,或者更少,飛邊還是會產生。這種配合要求需要不同程度的工程、加工和工藝精度的。
LSR和熱塑性注塑模具之間的配合和關聯差異的一個簡單示例是使用頂針。頂針常用于塑料模具,頂針可以穿過某些零件上的分模線,以便一半頂桿在零件上,一半在分模線關閉裝置上。在這種設計的熱塑性成型中,通常不會產生飛邊。頂針也可用于LSR模具,但它們必須具有錐形關閉設計,不能侵入分模線關閉區域。閥座上殘留的微量碎屑或橡膠會導致非常嚴重的生產問題。
LSR加工的另一個特點是對真空度的要求。即使熱塑性材料可以在成型過程中排氣,模具在配合和相關區域通常會有足夠的間隙(通風口)來釋放這些氣體以及空腔區域中包含的空氣。此外,LSR成型需要一個化學固化過程。液態硅通常分為兩個組分。一組分有催化劑,另一組分有交聯劑。當這兩種成分混合時,會發生化學反應,產生一些氣體。更為重要的是,在注射之前,要清除模腔中的殘留空氣,以確保模具能夠正確地排出固化過程中產生的氣體。由于LSR模具部件會緊密配合以防止飛邊的產生,因此必須在模具設計中加入適當的通風口,以允許空氣在填充過程中從型腔中逸出。如果橡膠部件需要在嚴格的規格范圍內進行飛邊控制,則應將排氣控制在百萬分之一英寸的深度公差內。
熱塑性和LSR模具設計的另一個區別是溫度控制。由于熱塑性成型需要冷卻模具中的材料,因此通常通過循環油或水來實現溫度控制。熱塑性模具的溫度通常低于80攝氏度。對于LSR,模具必須加熱到160至220攝氏度才能固化材料,最常見的方式是使用電熱筒加熱器來給模具加熱。
二、模具與產品設計差異
相對于熱塑性材料,LSR材料的模具與產品設計都有很多差異。很多熱塑性材料要遵循的準則在LSR上門并不適用。
在LSR二次成型的應用中,這一點尤為重要。一般二次成型是將LSR成型到熱塑性基材上,或將一個等級的LSR成型到另一個LSR上。這類產品通常需要許多小的調整,以允許更方便用戶的模具設計和成型過程。在設計過程中,需要確保有適當的關閉閥、適當的通風、適當的澆口位置,最重要的是適當的配對基板和二次成型材料。熱塑性基材樹脂需要承受LSR一半的模具溫度。如果熱塑性塑料在低于LSR固化溫度的溫度下開始變形,項目將失敗。另一個需要早期討論的問題是兩種材料的粘合方法。我們使用的是自鍵LSR還是機械鍵或兩者兼而有之?這些項目將影響模具的設計。一旦產品通過所有審批,就很難更改,因此需要盡早討論這些因素。
三、冷流道與熱流道
熱塑性塑料和LSR都可以使用無流道模具設計,但在設計上有顯著的差異。熱塑性塑料需要熱流道來保持材料在兩次射出之間的溫度和粘度。LSR則相反,它需要一個冷卻流道,以防止材料在到達加熱型腔之前固化。(一旦兩種反應性成分混合在一起,LSR可以在室溫下開始固化。)從保持材料輸送系統與模具本體熱分離的角度來看,兩者的工程概念是相似的。
使用LSR的時候,成型機上的炮筒和冷臺(流道系統)使用水混合物保持冷卻。這些部件的典型溫度范圍是15到38攝氏度。最關鍵的區域是冷板噴嘴和模具之間的接觸點,這里通常會使用針閥澆口。如果該區域設計不當,則會很容易出現成型缺陷,例如由于該區域太冷而導致的“濕”澆口外觀,或由于該區域太熱而導致的擴展澆口。隨著模具尺寸越來越大,模穴數量越來越高,LSR的溫度敏感性和排氣特性使得挑戰變得更加困難。這就是為什么大多數LSR模具制造者不喜歡超過64腔的原因。
使用無流道LSR模具的經濟動機甚至比使用熱塑性塑料更大,原因有如下幾個。
首先,因為固化的LSR廢料不能重復使用。
其次,因為LSR往往是高價材料。
第三,因為LSR的固化周期通常比熱塑性塑料的冷卻周期長。在成型小的LSR零件時,流道可能比零件厚,因此在零件本身準備好脫模后,模具工還要等待流道固化。此外,熱流道LSR系統更難實現自動化,因為它們需要去除成型零件和流道廢料。這些廢料也必須收集起來,并最終從成型區清除。
四、LSR模具的報價
今天的市場要求模具制造商在兩三天內提供模具報價,通常會基于非常有限的信息提出報價。報價時提供的信息不完整可能導致以后的盈利問題。我們曾經有過很多這樣的例子:注塑商要求一定數量的型腔,后來我們發現他們沒有足夠大的壓力機來運行模具。某些關鍵信息也會被忽略,例如客戶忘記通知我們他們是否需要完全自動化。提供的零件圖有時不完整或不是設計的最新版本。有時圖紙不完全清晰。所有這些變量都需要額外的時間。
曾經使用熱塑性塑料的注塑商可能認為,全世界有數百個注塑商可以制造出高質量的LSR模具。實際上,符合上述標準的只有很少的企業。
基于以上討論的原因,我們強烈建議與熟悉橡膠模具并與成熟的LSR模具制造商合作。這同樣適用于注塑機及其配套的計量混合裝置。盡管許多人會說模具是成型過程中最重要的組成部分,但成功的LSR項目需要四個關鍵要素:
好的材料
好的計量混合裝置
好的成型機
好的模具。
如果流程需要自動化,還需要包括適當的自動化公司。根據我們的經驗,模具制造商應該有能力和人員來管理一個完整的交鑰匙項目。模廠還應該有空間允許在其設施中組裝和測試整個項目。即使只是制造模具,模具制造商也必須在裝運前準備好模具測試設備。即使是最好的模具設計概念,也可能會有一些加工問題,需要對模具進行一些更改。為了有效地做到這一點,應在裝運前對所有工具進行試驗測試。大多數產品的上市時間是至關重要的,因此任何可以在模廠處完成的事情都可以減少時間消耗,這意味著為客戶節省了資金。
因此,在進行設計變更時,評估模廠的反應時間非常重要。詢問潛在的模具制造商是否有人員和設備進行這些快速反映。還要考慮模具制造商是否有精確的測量設備,以提供公差十分之一英寸和百萬分之一英寸的質量LSR模具。模具制造商是否遵循規定的過程,以確保從一個腔到另一個腔的一致性。

圖 東莞深盈精密模具廠
說明:文章轉載自“科學大注塑”微信公眾號,版權為原作者所有。如有侵權,請聯系我們解決。

在硅膠制品廠里工作的小編給您介紹硅膠表帶的幾個優點,希望幫助您更加了解硅膠產品。
查看詳情>>
深圳市盈泰高精密五金橡膠有限公司專業生產各種液態硅膠制品,例如:led燈條用液體硅橡膠防水套管、硅膠冒套、硅膠堵頭、硅膠卡扣、硅膠包膠防水密封件等產品。
查看詳情>>