手機站
手機站 微信號
微信號友情鏈接:
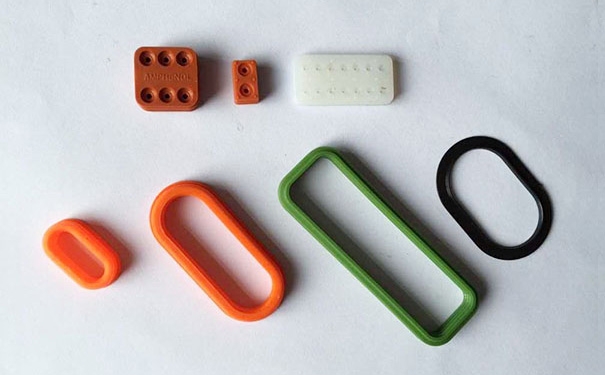
盈泰公司液態硅膠注塑成型的自動處理方式是獨一無二的,我們的產品設計從一開始就考慮生產無飛邊部件,無浪費生產,生產過程中質量檢測以及分批包裝。
液體硅橡膠注塑成型又稱注射模塑成型,它是一種注射兼模塑的成型方法。注塑成型方法的優點是生產速度快、效率高,操作可實現自動化,花色品種多,形狀可以由簡到繁,尺寸可以由大到小,而且制品尺寸精確,產品易更新換代,能成形狀復雜的制件,液體硅橡膠注塑成型適用于大量生產與形狀復雜產品等成型加工領域。
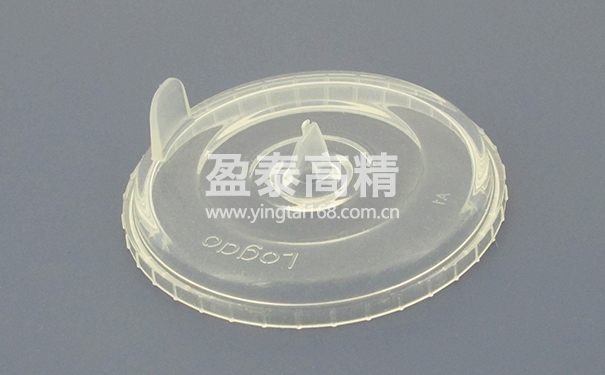
液體硅膠注塑(注射)成型過程大致可分為以下6個階段 :合模、射膠、保壓、冷卻、開模、制品取出。在這過程中液體硅膠注塑好壞一般與溫度、壓力、時間息息相關。其中溫度控制改善可從:料筒溫度、碰嘴溫度、模具溫度三個階段控制。噴嘴溫度通常是略低于料筒最高溫度,原理是為了避免液體硅膠在噴嘴中硫化成型堵塞。模具溫度分為加溫、保溫、冷卻三部分。模具溫度的高低決定于液體硅橡膠硫化條件、注塑件的尺寸與結構、性能要求,以及其它工藝條件(液體硅橡膠熱硫化溫度、注射速度及注射壓力、單件注塑件所需時間等)。
液體硅橡膠注塑成型壓力控制。注塑中壓力控分為塑化壓力和注射壓力兩種,并直接影響注塑件的質量。
①塑化壓力:硅橡膠注塑機器(背壓)采用螺桿式注射機時,螺桿頂部熔料在螺桿轉動后退時所受到的壓力稱為塑化壓力,亦稱背壓。這種壓力的大小是可以通過液壓系統中的溢流閥來調整的。增加塑化壓力會加強剪切作用成正比,可提高熱硫化硅橡膠材料溫度;反之亦然;
②注塑壓力(注射壓力)
液體硅橡膠注射機的注射壓力都是以柱塞或螺桿頂部對液態硅橡膠所施的壓力核算。注射壓力在注塑成型中所起的作用是,克服硅橡膠材料從料筒流向型腔的流動阻力,給予硅膠充模的速率以及對硅橡膠進行壓實。


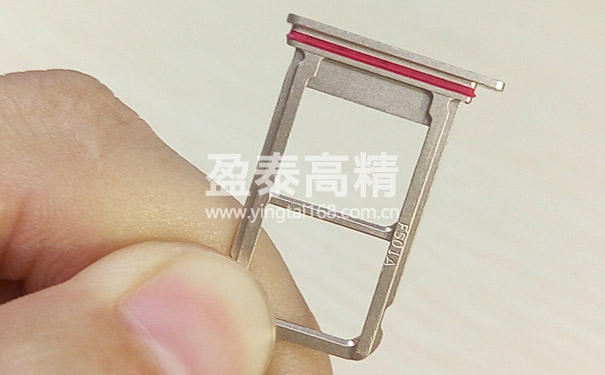
好的液體硅膠注塑件衡量標準有三個方面:
第一、液態硅膠注塑件外觀質量,包括完整性、顏色、光澤;
第二、尺寸和相對位置間的準確性,即尺寸精度和位置精度;
第三、與用途相應的力學性能、化學性能、電學性能等,即功能性。


瓦克 LUMISIL?LR 7601適合于注射成型的工藝,對于需要大批量生產穩定性能的液體硅橡膠制品的廠商來說,注射成型工藝具有很強的優勢。
查看詳情>>
硅膠制品已普遍應用于人們日常接觸的一些行業,如汽車、電子、食品加工與包裝、醫療、電力、LED、太陽能新能源等。液態硅膠較之固態硅膠有其特別的優勢,因此液態硅膠LSR的發展也正處在一個上升期。
查看詳情>>