手機站
手機站 微信號
微信號友情鏈接:
LSR液態硅膠成型有其獨特的要求,本文介紹如何合理地選擇一臺合適的LSR成型機器。盈泰目前擁有32組各種噸位的精密液態硅膠注射機,可以為您提供各種尺寸要求的液態硅膠制品定制生產服務,歡迎聯系我們咨詢。
液體硅橡膠注射成型機的選擇標準與標準熱塑性塑料注射成型機的選擇標準非常相似,但有幾個關鍵的區別。其中大部分與lsr的熱固化熱固性、其極低的粘度以及其在固化過程中的膨脹特性有關。盡本文中討論的指導原則將幫助您合理地選擇一臺合適的LSR成型機器。

LSR成型機
選擇合適的合模機構
讓我們從機器的合模裝置開始。兩個最常見的合模系統是液壓柱塞式和電動肘桿式。兩者各有利弊。兩者都有拉桿或無拉桿設計。
液壓夾具的結構非常簡單,運動部件很少,并且使用液壓傳感器進行閉環夾緊力控制,以在整個過程中保持夾緊力的連續性。此外,還可以在不中斷過程的情況下更改鎖模力設置。液壓鎖模系統為模具高度提供了更大的靈活性,因為整個開模行程可用于模具安裝,并且模具高度設置更為簡單。
為了利用先進的注射平行控制運行的加工方法來增強鎖模力,液壓機必須配備一個雙液壓泵。或者你可以使用一個帶有電動伺服控制注射裝置和液壓操作鎖模的混合機器系統。這些選項中的任何一個都將允許您在填充期間保持較低的鎖模力,使LSR工具中使用的小模具通風口更有效,然后在保壓和固化順序期間增加鎖模力,以防止飛邊的產生。
肘桿式鎖模系統為精密脫模或機器人聯動操作提供了更精確的打開和關閉位置,并且能夠通過非常精確的鎖模位置實現平行于模具關閉順序的注射。電氣精密控制系統的控制精度會高于液壓系統,因此將允許您將模具關閉到更為精確的位置,精度會高于0.001英寸,然后以精確的速度繼續合模,這樣可以去除難以排出的滯留空氣,或者幫助使用非常低粘度的材料時使模具完全消除排氣。由于加速和減速更快,電氣系統也可以實現更快的周期時間。
液壓柱塞式和電動肘桿式之間的一個關鍵功能差異是如何監控鎖模力。液壓機通過傳感器監測液壓力,而電機必須測量拉桿或撥動桿上的應力。由于這個原因,許多機器制造商不提供閉環鎖模力控制的電動肘桿機。

電動肘桿式鎖模系統
確定鎖模機構的尺寸
鎖模方式確定之后,要確定的是模板尺寸是否滿足模具的空間要求。其次,如果有拉桿系統,需要確定拉桿之間的距離,在無拉桿鎖模系統中,必須注意框架的尺寸。如果要將零件從模具中刷出或彈出,并允許其落入機器下方的槽中,則本規范尤其重要。無拉桿系統為輔助設備提供更大的靈活性,例如芯拉或機器人進入成型區域的運動。
在指定鎖模裝置的尺寸時,最重要的是要記住鎖模力必須能夠克服硫化(固化)過程中硅膠的膨脹力。LSR在計算鎖模力時,其鎖模力因子的標準規則是允許2到3噸/平方英寸的投影面積。鎖模尺寸規范需要考慮的附加部分,如零件橫截面和模具結構。因為LSR材料在固化過程中會膨脹,所以對于橫截面非常厚的成型零件,需要考慮更高的鎖模力才能抑制飛邊的發生。對于橫截面很薄(0.005到0.010英寸)的零件,例如橫膈膜,情況正好相反。盡管這么薄的部件可能具有非常大的表面積,但是如此薄的硅膠的膨脹是非常有限的。通過降低模具溫度和延長固化時間,也可以在一定程度上控制硅膠的膨脹率。
在確定所需鎖模力時,還必須考慮模具結構。鎖模力必須足夠高,以保證模腔內部應力的均勻分布。當模具為多型腔模具時,這一點尤為重要。多模腔模具的零件的總投影面積可能非常小,因此必須考慮型腔鑲塊的尺寸。此外,使用預加載型腔或彈簧墊圈也可能會影響所需的鎖模力。基于這些原因,LSR成型的機器尺寸通常是基于模板尺寸要求而不是鎖模力要求,這使得無拉桿的鎖模機構設計成為一個很好的選擇。
注射單元
選擇正確的注射單元涉及到許多因素,如注射壓力限制、注射能力和性能要求。LSR成型有時比標準熱塑性加工在注射單元尺寸上提供更大的靈活性,但仍有許多細節需要考慮。
LSR成型機注射單元
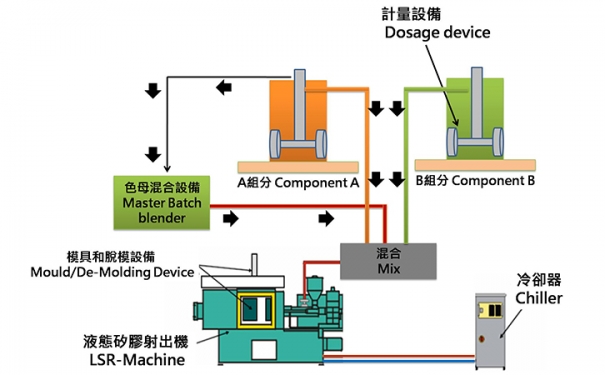
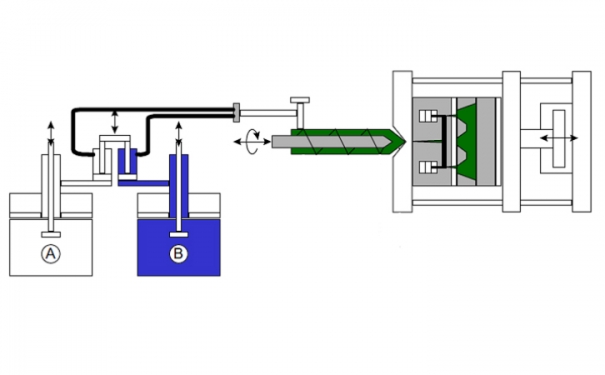
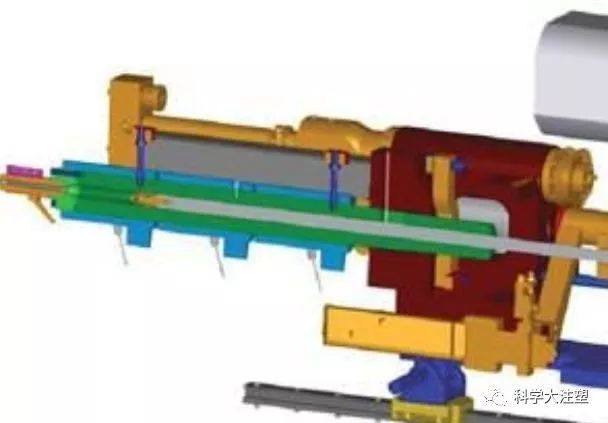
LSR成型機和標準熱塑性塑料機之間的大多數不同細節都與螺桿和炮筒組件有關。由于LSR是一種熱固性塑料,加熱時會固化,所以注射單元帶有一個水冷筒,其作用為在計量和注射過程中保持材料的溫度一致,并在成型前減緩材料的反應。該螺桿是一種零壓縮進料螺桿,配有板式彈簧加載止回系統。止回閥總成用于低粘度LSR材料的正關閉,彈簧確保靜態時閥門處于關閉位置。這意味著不需要螺桿的向前移動來固定止回閥總成,這是熱塑性成型中使用的標準止回環。

LSR機器螺桿和炮筒結構
炮筒末端必須配備關閉噴嘴。基于材料更快的反應時間,關閉噴嘴的氣動操作優于液壓操作。關閉噴嘴有多種類型和結構,在選擇時了解清楚應用要求非常重要。對于冷流道模具,潛水噴嘴常常用來避免空氣進入流道系統。潛水噴嘴常配備有一個15毫米或25毫米的噴嘴和一個周界密封。該噴嘴穿過澆口套,可以稍微縮回,以減輕冷流道系統的壓力。使用開放式噴嘴系統時,少量減壓有助于避免材料在噴嘴中的泄漏。當與冷流道系統一起使用時,該噴嘴可以使用水冷卻,但這也不是必需的。對于熱流道模具,通常會使用0.5英寸半徑的噴嘴。在這種情況下,系統需要水冷卻,以避免材料在噴嘴中固化。此噴嘴通常會在注射和保壓后使用澆口折斷選項縮回。
雖然大多數LSR注射機都會使用往復式螺桿來幫助混合雙組分樹脂,但也可以為特殊應用提供非標準注射裝置。例如,有些場合會用到柱塞注射裝置,用于無法承受螺桿所施加剪切力的高反應性LSR材料。它也可以用于高研磨填料。
在為LSR指定注射單元時,通常會忽略壓力因素,因為注射材料和移動LSR流動前沿所需的壓力非常低。但在指定一臺運行多腔、開放式澆口、冷流道系統的機器時,必須考慮注射壓力限制。(熱固性LSR模塑中的冷流道類似于熱塑性模塑中的熱流道,兩者都使流道中的材料保持“活性”,這一點尤其重要,因為LSR是一種高價值材料。)在這種類型的系統中,所有的澆口必須同時打開,以保持填充平衡。在開放式噴嘴系統中,通過在每個周期中固化澆口中的少量材料并將其注入下一個零件(如熱塑性成型中的“冷料井”)來實現澆口關閉。為了達到所需的平衡,必須在注射順序的早期產生峰值注塑壓力,以確保所有噴嘴同時打開。
在針閥式冷流道系統中,閥門的開啟是機械驅動的,因此快速產生壓力的能力并不重要。注射順序以理想速度為基礎,以最有效的方式保持流動和填充空腔。
確定注射裝置的尺寸
注射能力是在LSR注塑機中最具靈活性的地方。由于LSR螺桿注射單元使用的是零壓縮螺桿,因此沒有進料、熔料或壓縮區之分。此外,在確定螺桿直徑或注射能力時,LSR注射不考慮滯留時間。主要是因為炮筒里的材料都是較冷的和未固化的。在選擇LSR的正確螺桿直徑時,主要考慮的是炮筒的使用率。一般認為針對熱塑性材料的理想的注射量應為總炮筒容量的30%到60%。這一點針對LSR注射依然適用,但是也有不一樣的地方。
液壓注射單元是標準的且經過驗證的系統,在加速和減速方面都具有很好的重復性和速度控制。此外,隨著控制器采樣時間和液壓硬件的進步,這些系統變得更加精確。標準液壓系統的性能可以通過在注射單元附近添加一個專用伺服閥來提高;這將會減少伺服閥的反應時間和液壓油的壓縮。根據機器和控制器的能力,使用液壓系統的最小行程可以小于0.500英寸,并且仍然保持良好的控制,這可能是低至5%至10%的總炮筒熔料。
與液壓版本相比,電動注射單元提供了更高的精度、速度和位置控制,以及更高的周期與周期之間的重復性。液壓注射系統通過液壓傳感器測量壓力,并通過計算將其轉換為塑料上的實際壓力,而電動注射系統一般會通過位于螺桿支架上的力傳感器測量直接注射和保壓壓力。這意味著所有的壓力讀數都是絕對的而不是計算出來的。電機的最大注射速率可能不會超過標準液壓機的最大注射速率,但是電動單元的動態加速和減速將優于液壓系統。與標準液壓系統相比,電動注射單元的啟動和參數更改所需的時間更短,因為沒有液壓油需要預熱。
誠然,電動注射單元會比液壓系統更精確,但也會帶來20%至30%的設備成本投資增加。此外,由于炮筒、流道和模腔中的LSR具有可壓縮性,在高空化冷流道模具中成型較大零件和較小零件時,實際上并不能提高精度。此外,在您選擇電動與液壓機器操作時,由于周期時間較長,這意味著液壓泵將在更長的空閑時間內運行,因此,與熱塑性塑料相比,LSR注塑可以提供更大的潛在成本節約。
所有涉及LSR注射成型的討論最終都涉及到微成型的話題。由于測量LSR材料所需的扭矩較低,且所需的注射壓力較低,因此可以使用直徑小于12 mm的螺桿注射單元裝置。這種小直徑的螺桿,再加上全電動注塑機的精度,可以使填充量體積尺寸小到0.005立方英寸。
但在微成型中,注塑機只是其中的一個因素。配料設備(所有LSR成型所需的單獨單元)也必須適當地尺寸以保持小注射量的計量和混合的一致性。微成型也將突出注射模具的缺陷,因此高質量的模具將與成型機和供料設備一樣重要。
LSR的其他特殊要求
其他保證LSR注射生產的重要因素包括:模具的溫度控制,冷卻水的流量控制,真空泵和真空監測軟件、脫模裝置等等。
由于LSR生產要求模具溫度的一致性,以保持整個全自動加工流程,所以機器應具有溫度的自調整功能,以優化加熱程序,以滿足特定的模具要求。模具加熱區的數量應由模具制造商根據模具尺寸和質量確定,以保持溫度一致。根據經驗,50噸以上的LSR機器所需的最小區域數為8個區域。對于較小的機器,四個加熱區域就足夠了。
冷流道系統的水冷是非常重要的。冷卻水的溫度和流量必須一致,否則材料的固化也會不一致。在開放式冷流道系統中,不一致的水流或溫度可能導致噴嘴泄漏或固化過度。添加濾水系統也是很好的選擇,這樣可以確保冷卻水的清潔度。
模具真空系統應配備專用的真空源、真空閥和軟件,以便在注射前監測真空度。由于LSR材料的低粘度特性,模具的排氣能力非常有限,即使排氣口小于0.0005英寸,一些材料也會產生飛邊。這就增加了在注射前盡可能多地排出空氣的重要性。真空監測軟件對于確保在全自動過程中達到適當的真空度非常重要。
由于硅橡膠材料的柔韌性,在熱塑性成型中有許多脫模選項。正因為如此,許多模具制造商開發了簡單的脫模裝置,這些裝置直接集成到模具中,從簡單的敲出板或刷子系統到更復雜的夾持系統。該機器應能與該設備接口,并將其編程為成型流程中的一部分。
LSR成型的最后一部分是供料系統。與注塑機一樣,配料設備也有很多選擇,從小型可重復使用塑料筒進料的系統到55加侖桶進料的系統。泵的操作范圍從電動伺服控制到液壓和氣動操作。與該行業的一家供料系統供應商討論您的具體應用。

LSR供料系統(55加侖)

分享VR智能穿戴設備的屏幕、中框、后蓋PC塑膠材料選擇以及液態硅膠與PC粘接防水密封工藝介紹。
查看詳情>>
所謂純硅膠廚具就是整個產品都是以硅膠材料制作而成。包膠硅膠廚具主要是包五金、包塑膠、包木頭、包竹子硅膠廚具。我司可以生產此類產品,如果您有定制需求,可以和我司聯系咨詢。
查看詳情>>