手機站
手機站 微信號
微信號友情鏈接:
解決液態硅膠注射成型生產過程中毛邊(即飛邊)過多的情況。
液態硅膠注射成型近十幾年來應用越來越廣泛,既有常見的嬰童、日用品、消費電子產品;也有不常見的醫療部件、汽車用品、電纜電力能源方面的應用。在液態硅膠注射成型生產過程中會聽到一些操作員或品檢員反饋產品毛邊過多的情況,那這究竟是怎么一回事,又要如何解決呢?

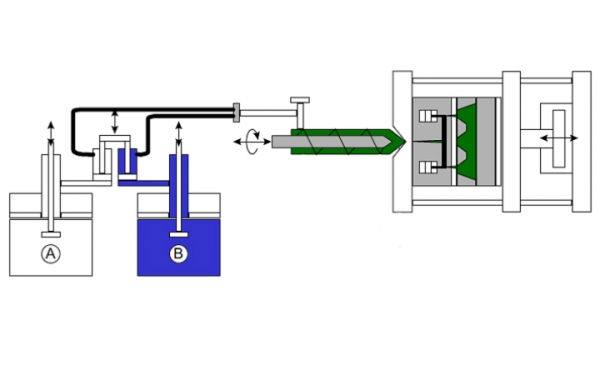
液態硅膠注射成型生產過程中毛邊(即飛邊)過多的情況下,需要從如下幾個方面進行分析排除:
1、鎖模力不夠。
2、注膠量過多。
3、注膠壓力過大。
4、模溫過低。
5、膠料粘度過低或硫化過慢。
6、模具加工精度不夠。

通過對以上情況進行逐步確認及分析,對液態硅膠注射成型進行相應的操作方式調整,來找到根本原因,徹底解決。解決方法對應操作如下:
1、結合模具結構及大小,檢查器鎖模力,確保鎖模力足夠。
2、調小注膠量。
3、降低注膠壓力。
4、提高模具溫度。
5、提高膠料粘度或加快硫化時間。
6、檢查模具加工精度,對模具進行檢測分析。
與液態硅膠注射成型生產過程中產生毛邊過多相對應的就的是產品缺料。產品缺料的原因與飛邊是相反的分析方向,同時也需要進行相對應的操作處理。
上一篇:硅膠制品有哪些拆邊工藝?

硅膠密封制品在機械電子設備之中運用的比較廣泛的產品之一,一旦硅膠產品部分斷裂將嚴重影響產品的整體功能性,本文簡要介紹密封圈出現破損斷裂的原因。
查看詳情>>
硅橡膠制品在汽車中發揮的作用主要是防塵、防震、防水等等,為各零部件的使用壽命和穩定性,提供一道可靠的防護墻。
查看詳情>>