手機站
手機站 微信號
微信號友情鏈接:
借助于虛擬DoE技術,液態硅膠(LSR)模具制造商和工藝工程師可以通過前期的模擬來分析注射成型過程,以節省調整工藝所需花費的時間、工時和材料。
聚合物在注射模具中的流動取決于多種因素,特別是材料特性和工藝設置。憑借經驗、實踐知識有時甚至是直覺,大多數有經驗的模具制造商能夠在第一次生產過程中成功地設計出能生產合格部件的模具。然而,隨著部件復雜程度的增加,卻降低了首次運行成功的概率,因此,這些項目通常需要經歷迭代升級過程,或修改模具鋼,或通過修改模具/冷流道板來改變注射系統。現在,模具制造商和工藝工程師可以通過前期的模擬來分析注射成型過程,以節省調整工藝所需花費的時間、工時和材料。
復雜部件的一個例子是圖1所示的防燙墊,它由液態硅膠(lsr)制成,形狀獨特,整個蜂巢結構的壁厚只有1mm。此概念是為參加展會而由幾家行業合作伙伴聯合發起的一個項目,以全面生產的方式進行展示。由于資金和時間限制,使得制造實體原型不太可能,因此,針對部件、冷流道、模具和工藝的可行性研究和設計驗證都是在虛擬環境下進行的。
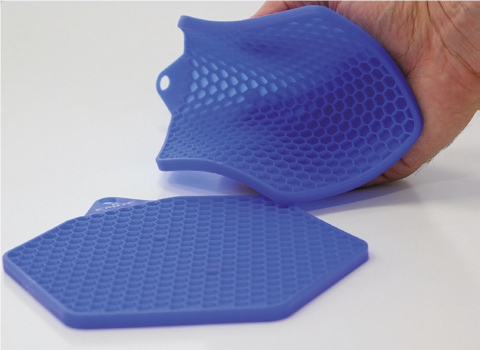
圖1 該防燙墊是一個結構復雜的部件,其整個蜂巢結構的壁厚只有1mm,注射量大約是85g
雖然這只是一個防燙墊,但細節決定了成敗!除了考究的蜂巢結構外,整個部件看起來很簡單。雖然有數百萬的產品是由硅膠HCR模壓成型的,但在LSR注射成型中卻沒有類似部件的現成資料或經驗供參考,填充巨大的薄壁蜂巢面積所需的注射壓力以及澆口的最佳位置等都是未知的。
該部件看起來是對稱的,但實際并非如此:從中心到水平側壁的距離明顯短于垂直側壁。填充部件時,圍繞薄壁中心區域的厚壁環可能會帶來一些意想不到的問題:這里的流體前沿明顯要快得多,使得空氣滯留實際上不可避免。對此,設計者們第一個自然想法是,采用一個中央澆口不會起作用——對此,本文將在后面作出詳細說明。
從設計到成型部件
在設計階段,重點是部件的幾何形狀。注射澆口的位置至關重要,它確定了最長流道的長度,并決定了型腔能否在固化動力學和流變學的影響下被100%填滿。注射壓力也很重要,并因此而影響所要使用的最佳成型機的選用。在此項目案例中,必須同時訂購模具和機器,理想情況是訂購技術上可行的最小型的機器。關鍵問題是,鎖模力和注射壓力是否足夠。型腔的排氣口必須在容易接觸到的地方,以防止因空氣滯留而造成光學故障。在滿足了所有這些要求并完全填滿了型腔之后,接下來的問題是固化和循環時間。理想情況下,整個部件應該均勻且完全交聯。根據流動史和壁厚情況,對于后固化的區域,實施所需要的固化和循環時間。
通常,為了驗證開發概念,需要制造一副原型模具,這會浪費資源,而目的主要是為了生產試件以對此概念進行評估。如果成功,在制造用于量產的模具之前需要先制作一系列的原型。另一種方法是利用模擬來進行工藝設計并測試不同的方法,這樣,公司能以節省資源的方式虛擬開展整個生產研究。這可能是有利的,特別是在時間緊張的情況下,因為這樣做時,可以同時檢查幾個概念或設置。關于這個防燙墊項目,時間緊迫是促使項目合作伙伴模擬模具、冷流道和機器整個生產過程的決定性因素,通過使用Sigmasoft Virtual Molding軟件,他們能夠虛擬分析和優化整個過程。
型腔的最佳填充
為了確定如何將形狀如此復雜的防燙墊填滿LSR,想象聚合物的流動路徑以及考慮材料性能在填充過程中的變化是一種很好的方法:
1. 冷料在到達熱型腔之前,在室溫下經過機器噴嘴和冷流道板。
2. 到達型腔時,由于模具溫度和剪切應力,溫度會急劇升高。
3. 溫度啟動了LSR的固化過程,熱傳遞取決于溫度梯度、導熱系數和時間。
4. 因此,流動路徑必須在處于材料固化動力學中的填充時間內完成。
5. 比如,快速填充會導致更高的溫度,這可能引起固化過程過早開始。
6. 這導致了填充速度和壓力必須在機器的能力范圍之內。
7. 另一方面,填充壓力取決于流變材料的特性——這同樣取決于溫度、剪切力和固化狀態。
基于對上述各點的考慮,只有一些簡單的填充概念可以和其他加工專家一起考慮或討論。大多數情況下,這還不足以包括找到最佳組合的所有方面和過程細節。
該解決方案可以通過現代注射成型模擬方法來實現,它超出了型腔填充的基本計算。Sigmasoft Virtual Molding軟件基于現代優化算法,為以最少的工作量進行比較以及對形狀與工藝參數的幾種組合進行基準測試提供了可能。在第一個設計階段,防燙墊是虛擬實驗設計(簡稱DoE)的對象,根據作用在部件上的15個不同的單、雙冷流道噴嘴,采用兩種填充時間和兩種不同的溫度計算出型腔的填充量,如圖2所示,然后,將結果與流動長度和所需注射壓力等標準進行比較。
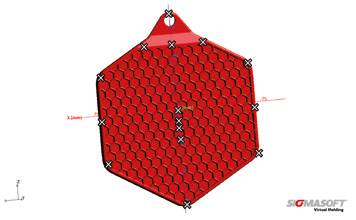
圖2 在兩個填充時間和兩個注射溫度下測試了15種不同的單、雙注射點組合,所有這些都在一個虛擬實驗設計中完成
在對總共60種組合進行基準測試后,決定將澆口放在中間,這樣,在100bar(102kg/cm2)的注射壓力下流動長度為100mm。這一壓力不是最低的變量,但有明顯的優勢,體現在填充模式上。圖3對該設計與替代設置在填充行為和所需壓力上進行了比較。較低的填充壓力(右)在部件中心有滯留空氣的風險,而中央注射可將空氣推向部件的側壁,排氣會更加容易。
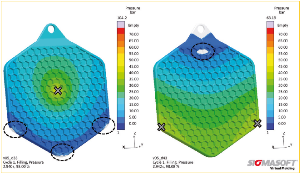
圖3 對兩種澆口選項的充填壓力和必要的排氣進行比較:將澆口放在中央,填充需要更高的壓力,但為排氣提供了最佳位置(左);將澆口放在兩個角上,雖然可以降低所需壓力,卻使空氣滯留在不利區域
中央澆口的缺點是需要連接點的精確位置。取決于工藝參數和選用材料(粘度),它們的位置可能會有所不同(在某些情況下,甚至朝向表面區域的內部),這意味著一個強大的全自動化的生產過程存在一定的風險。重要的是要知道,在填充過程中,剪切變稀的LSR具有很低的粘度。因此,模具的分模面必須緊密閉合,最大公差5μm(太小了就無法有效排氣),否則,LSR會流過間隙并產生飛邊。對連接點的精確了解,意味著可以采取額外措施來排除局部空氣,如微細研磨的區域或針式澆口噴嘴,這樣,部件在脫模后應該無需修邊。
當討論“在可接受的填充時間內且無需高的填充壓力的情況下如何對這個復雜的蜂巢結構填充大約85g的LSR”時,該團隊選擇開發一種采用兩個噴嘴的冷流道概念,這提供了額外的好處,可以將連接點的數量減少到只有兩個,并且它們的位置始終是固定的,與工藝或材料的變化無關。該冷流道顯示將消耗220bar(224.4kg/cm2)的壓力,大約是在填充時間3s時總注射壓力達315 bar(321.3 kg/cm2)的70%,如圖4所示。此外,對填充時間1s和2s時所需的壓力也進行了計算和比較,如圖5所示。僅用1s時間的快速填充需要大約650bar(663kg/cm2)的最大壓力,這是安全的,處在選定的小型成型機的能力范圍內。
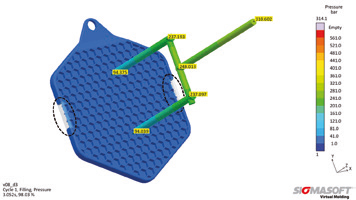
圖4 針對第一個部件設計,確定出采用兩個噴嘴的冷流道設計在3s的填充時間內消耗的壓力剛剛超過200bar(204kg/cm2),總填充壓力是315bar(321.3kg/cm2)
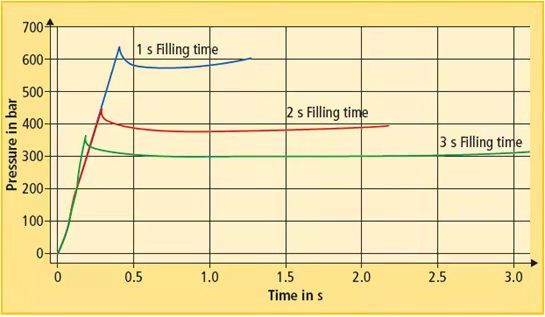
圖5 機器噴嘴在3個不同注射時間的壓力(1s、2s和3s)
設計的最后微調
在分析模擬的過程中,另一個顯而易見的細節是材料流入懸掛區(如圖6上所示)。當低粘度的LSR從1mm壁厚的蜂巢區流入較厚(3mm)的懸掛區時,會發生噴射,這可能引起空氣滯留。這些滯留的空氣增加了光學故障的可能性以及在此功能臨界區的內部孔隙。為了避免噴射,需要相應地修改幾何形狀(如圖6下所示)。
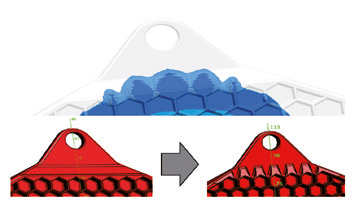
圖6 對設計進行優化可以防止自由噴射對皮瓣區(上)帶來影響,下左為原始設計,下右為優化后的設計
但是,改善懸掛區的流動并不是更新設計的唯一原因,它還有助于縮短循環時間,因為壁厚大的懸掛區是后交聯的,從而不必要地延長了循環時間。在170℃下固化25s后,檢查部件表面和剖面固化程度時,這就顯而易見了:懸掛顯示內部固化進展不大,而表面似乎完全固化了,如圖7左所示,為確保穩定脫模,還額外需要15s的循環時間。在相同的時間和溫度條件下,對懸掛形狀的改進顯示出更快的固化進程,如圖7右所示。因此,固化時間不再取決于懸掛,而是取決于較厚的蜂巢,這里有兩個注射噴嘴被埋入模板中。最后,將模具溫度提高10℃,令整個防燙墊在25s的時間內充分固化,從而確保了脫模時尺寸保持穩定。

圖7 防燙墊的表面和內部(剖面)在170℃下加熱25s后固化程度的對比,左為設計優化前,右為設計優化后
下一步是增大防燙墊的尺寸,這是因為,模擬顯示,所需要的填充壓力和鎖模力遠低于機器的限定值,增加部件的總體尺寸是為了更好地利用機器的能力(如圖7左和右所示)。最終模擬和真實加工表明,3s的填充時間所需的填充壓力略高于500bar(510kg/cm2)。
在展會期間,全自動化的生產單元采用評估好的工藝參數如注射時間、溫度和固化時間來運行,大約有數千個成型好的防燙墊直接從機器交付給感興趣的觀眾,供他們回家使用。
總結
借助于虛擬DoE,為生產防燙墊而開發了理想的澆口,最終采用了雙噴嘴的冷流道,優化了部件填充。為確保機器能力滿足壓力要求,計算了不同的填充概念和填充時間。對部件形狀的優化阻止了空氣滯留的形成,避免了循環時間的延長,確保了在第一次加工試驗中就能制造出品質優良的部件。借助于模擬,這種基本的可行性分析正變得越來越節省資源,通常在報價階段就以簡化的形式用于對部件的計算。
防水硅膠制品定制廠簡要介紹硅橡膠制品防水密封件的生產工藝和檢測要求。
查看詳情>>
深圳盈泰在液態硅膠包膠成型工藝中擁有大量的生產經驗以及技術積累,根據豐富的包膠經驗簡要總結一下液態硅膠包膠成型工藝關鍵點。
查看詳情>>