手機站
手機站 微信號
微信號友情鏈接:
硅橡膠、TPU、TPR,TPE,軟PVC等軟膠與塑膠等硬膠材料包膠注塑工藝詳解。
1.1基材
第一種注入材料稱為基材或者基底材料,我們俗稱為骨架或本體。硬膠可為ABS、PA6/PA66-GF,PP,PC,PC+ABS等。
1.2覆蓋材料
第二種注入材料稱為覆蓋材料,我們俗稱為包膠材料。通常使用的覆蓋材料為彈性樹脂。軟膠常用硅橡膠、TPU、TPR,TPE,軟PVC等膠料。

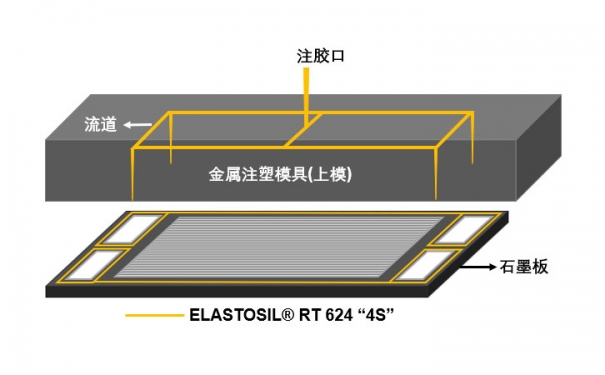
1.3包膠注塑模具
一種材料在另一種材料上面成型,產生多層結構。在二次注塑過程中,覆蓋材料注入基材的上方、下方、四周或者內部,組合成為一個完整的部件。這個過程可通過多次注塑或嵌入注塑完成。軟膠包硬膠現在主要使用的是二次成型模具與雙色模具。特別是二次成型模具(包膠模,主要是軟膠包硬膠),其中:
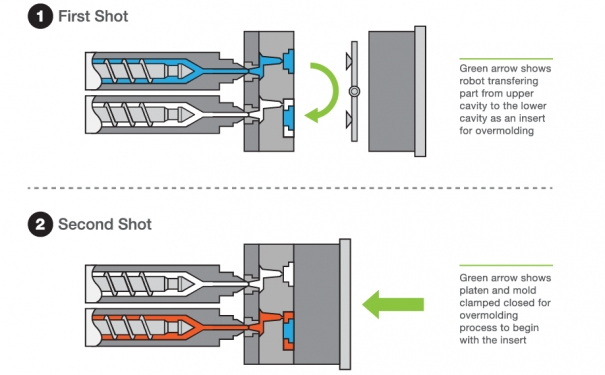
1.3.1包膠模具(二次成型)
兩種塑膠材料不一定在同一臺注塑機上注塑,分兩次成型;產品從一套模具中出模取出后,再放入另外一套模具中進行第二次注塑成型。這種工藝也可稱為嵌入注塑(Insert Mold),其特點是:
1:通常基材(本體/骨架)要比覆蓋材料大得多;
2:可能需要預熱,使表面溫度接近覆蓋材料的熔點,從而獲得最佳粘合強度;
3:一般這種模塑工藝通常由2套模具完成, 不需要專門的雙色注塑機。
1.3.2雙色模具
兩種塑膠材料在同一臺注塑機上注塑,分兩次成型,但是產品只出模一次的模具。一般這種模塑工藝也叫雙料注塑,通常由一套模具完成,且需要專門的雙色注塑機。
材料的選擇與匹配
2.1材料的選擇與匹配要求:
包膠產品采用二次注塑(嵌件式INSERT MOLD)方法成型。
二次注塑樹脂材料的選擇有多種因素,一方面要取決于基材特性,另一方面則取決于應用性能。具體來說,有以下幾點:
1.耐化學腐蝕性。
2.阻燃性(符合生態環保等要求)。生態環保標識是表明產品符合環境與社會標準的標志。
3.耐磨蝕度(以免凹陷或脫落)。
4.肖氏硬度(符合柔感或其他要求)。
5.耐沖擊性(符合結構要求)。
6.熔點(符合應用溫度要求,不會軟化或變形)。
7.粘合方式(兩種材料不匹配時形成機械聯鎖作用,兩種材料匹配時形成化學粘合)。
一般而言,匹配材料應具有相似的化學特性或者含有匹配的復合成分。基材與覆蓋材料不匹配時,通常只能形成機械聯鎖作用,而非化學粘合。
2.2:軟包膠可與不同基材進行配合成型;但硬膠包硬膠則要受嚴格的限制條件:
硬膠包硬膠局部上可以,但不可用于大面積或形成封閉環的設計:
2.2.1:相同材質的硬膠進行二次注塑成型,這種情況不予采用。
原因:① 2種材料溶點相同,注塑過程中,會出現混(攛)色情況,影響外觀品質;
② 硬膠材料相對于軟膠注塑壓力會大(約30%以上),大的壓力,往往容易造成封膠困難,產生壓膠處毛邊或壓傷基體。硬膠對包膠模具和注塑工藝要求非常高,而且容易出現缺陷,導致生產成本的增加,不建議采用 。
如:基體是PA6-GF30,覆蓋材料也是PA6-GF30,這種情況就會出現上述混色,注塑壓力,成品包膠漏膠/壓傷等不良率問題。
2.2.2:不同材質的硬膠間的包膠,需滿足如下條件:
1:2種材料要有成型溫差(溶點),至少30度以上;基體材料成型溫度要高于覆蓋材料;
2:硬膠覆蓋材料的包膠(分色)區域盡可能的小,避免較大的材料自身體積收縮和收縮原因造成的開裂風險;
3:硬膠覆蓋材料的收縮率要小,采用非結晶性或半結晶性塑材,收縮率通常在0.4~0.6%。包膠模模具制造時,是不能放縮水率的,必須按基體(骨架)的規定的區域制造成型型腔,當覆蓋材料注塑到型腔中后,本身還是要收縮的(材料物性---熱脹冷縮)。收縮率大的覆蓋材料:將造成較大的裝配合縫;材料的收縮也會造成基體的受力變形;覆蓋材料受拉應力的自身開裂。因此,硬膠之間的二次注塑,包膠區域和收縮率是2個必須注意的工藝問題。
2.3電動工具類包膠材料與基體(本體)的匹配:
考慮到二次注塑工藝上的不穩定性和成品率不高的問題,不建議采用2次以上的二次注塑進行分色。若要分煞費苦心,建議采用扣件(分體)結構去實現。
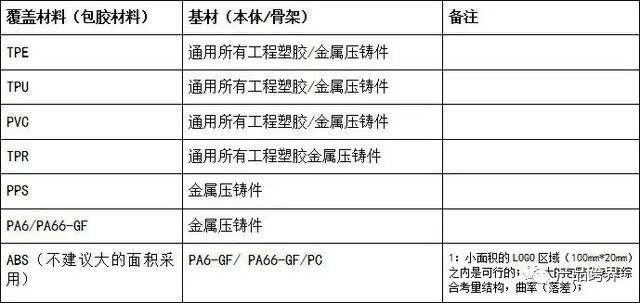
1.在基體材料確定的情況下,覆蓋材料選用的優先順序(排前為優選):
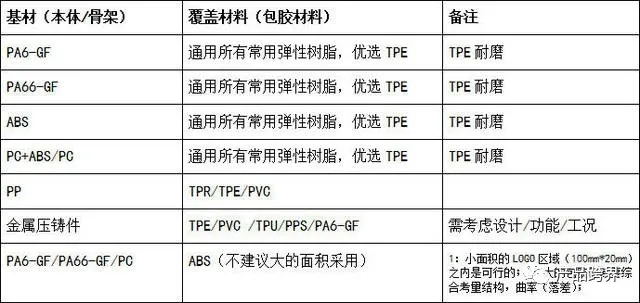
2.在覆蓋材料確定的情況下,基體材料選用的優先順序(排前為優選):
1:基體分型面上均要有拉膠槽:
2:基體壓膠槽寬度為1.2或1.8mm。封膠是平面的,選1.2mm,封膠工藝復雜處選1.8mm
3:包膠區域拐角位或細長部位需做有臺階的拉膠孔;包膠區域周邊基體上有拉膠槽或間隔性拉膠槽,槽深1.0mm寬1.0mm。拉釘孔盡量多做(20~30mm間距),且盡量靠近邊緣或拐角,角落等位置。拉釘孔與骨架上的筋板位邊距應大于≥1mm,防止包膠料溢膠到筋位空隙處,形成漏膠或披鋒
4:基體是斜面封膠時,其斜面不應超過45度。封膠面應做到至少1.2MM寬,盡量平行或垂直于分型面,若是斜面,斜度應盡可能小,以減小配模的難度,斜度最好不要大過45度
5:深于5mm以上的孔或槽包膠,在包膠結束端應有反扣設計,避免包膠粘定模型頭。
6:類似結構“B”中的2個小點,工藝上要求:必需大于2*2mm。外圍線框寬度,最小1.5mm以上,根部做2mm(梯形狀)。
7:包膠壁厚:推薦值:1.5mm. 局部最薄處不得低于1.0mm. TPE的流動長度(含澆口長度)/制品厚度比低于150:1 ,比例過大,會出現缺膠,包膠不滿缺陷;產品設計時可按80:1進行設計。
8:類似結構R與X的封膠間隙必須在于1.0mm以上。否則會出現封膠問題,出現毛邊。

這款硅膠手套是廚具硅膠產品中比較受歡迎的一款,也是硅膠廠中生產量較高的產品!如果您需要大批量定制生產此類產品,可以和我們盈泰硅膠制品廠聯系咨詢。
查看詳情>>
液態硅膠在電子煙行業的應用與日俱增,液態硅膠制品配件從電子煙內部防水方案到外觀防摔方案已經漸漸形成了一條很大的供應需求鏈。
查看詳情>>